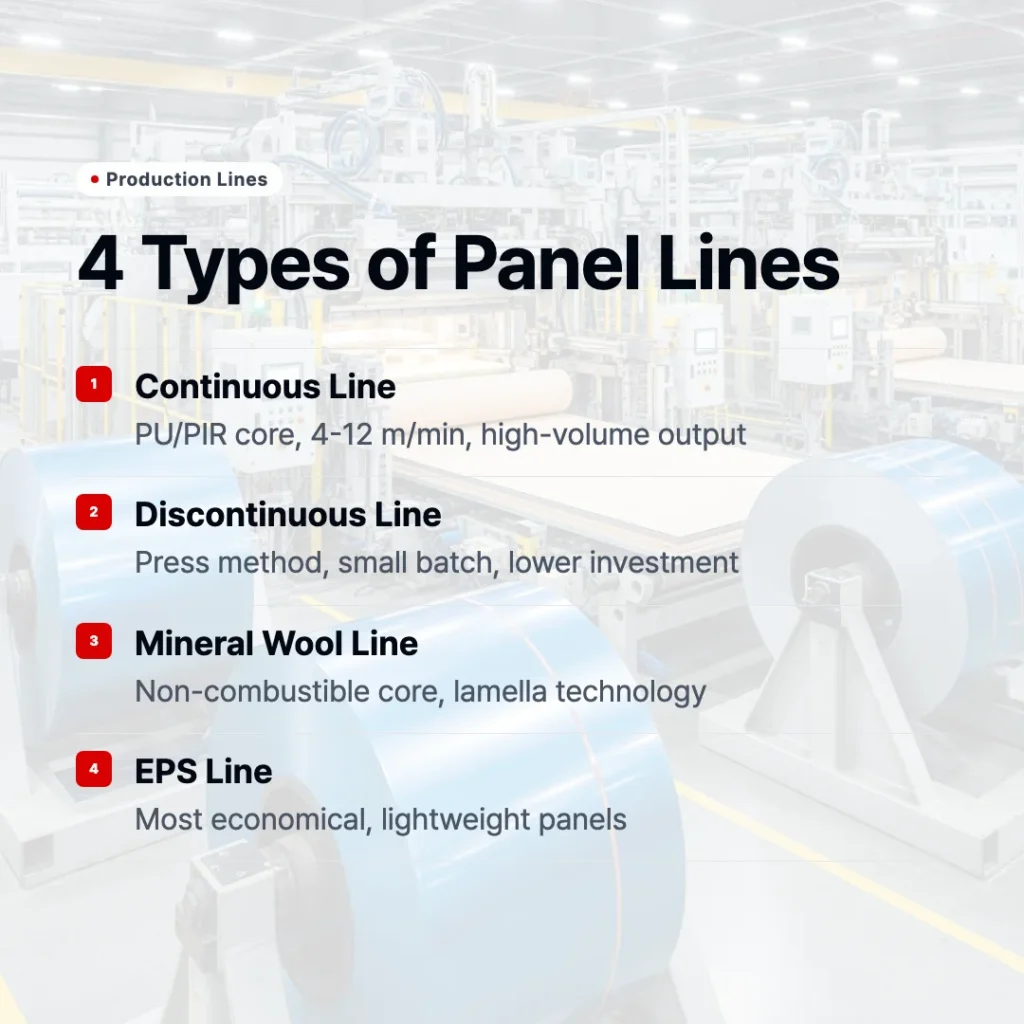
Demand for fire-rated building envelopes has reshaped the sandwich panel market over the past decade. Tighter fire codes across Europe, the Middle East, and a growing number of Asian markets have pushed developers toward non-combustible insulation, and mineral wool sits at the center of that shift. For manufacturers, that demand signal raises a practical question: what does it actually take to produce mineral wool sandwich panels at a commercial scale, and how does a mineral wool production line differ from the PU or EPS lines already on the market?
In this article, we will explore the technology behind a mineral wool sandwich panel production line, the equipment that defines it, and the output specifications you can realistically target when planning an investment.
Mineral Wool Panel Production Technology Overview

A mineral wool sandwich panel production line is a continuous manufacturing system that bonds two metal facings to a mineral wool core to produce rigid, fire-resistant insulated panels. The defining characteristic of the process is how the wool core is handled. Unlike foamed cores that are dispensed as a liquid and expand in place, mineral wool arrives as pre-cured slabs that must be cut, oriented, and adhesive-bonded between the steel sheets.
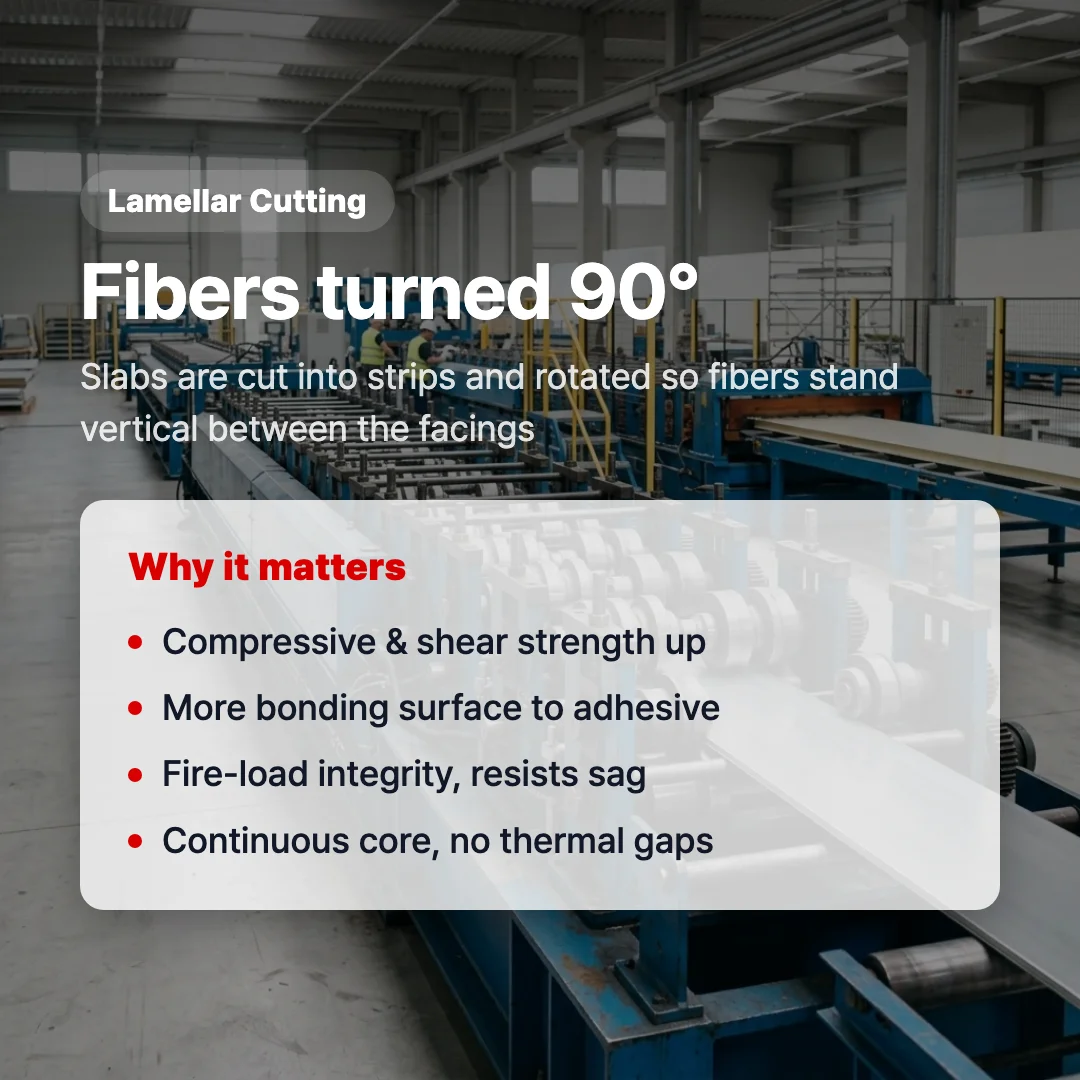
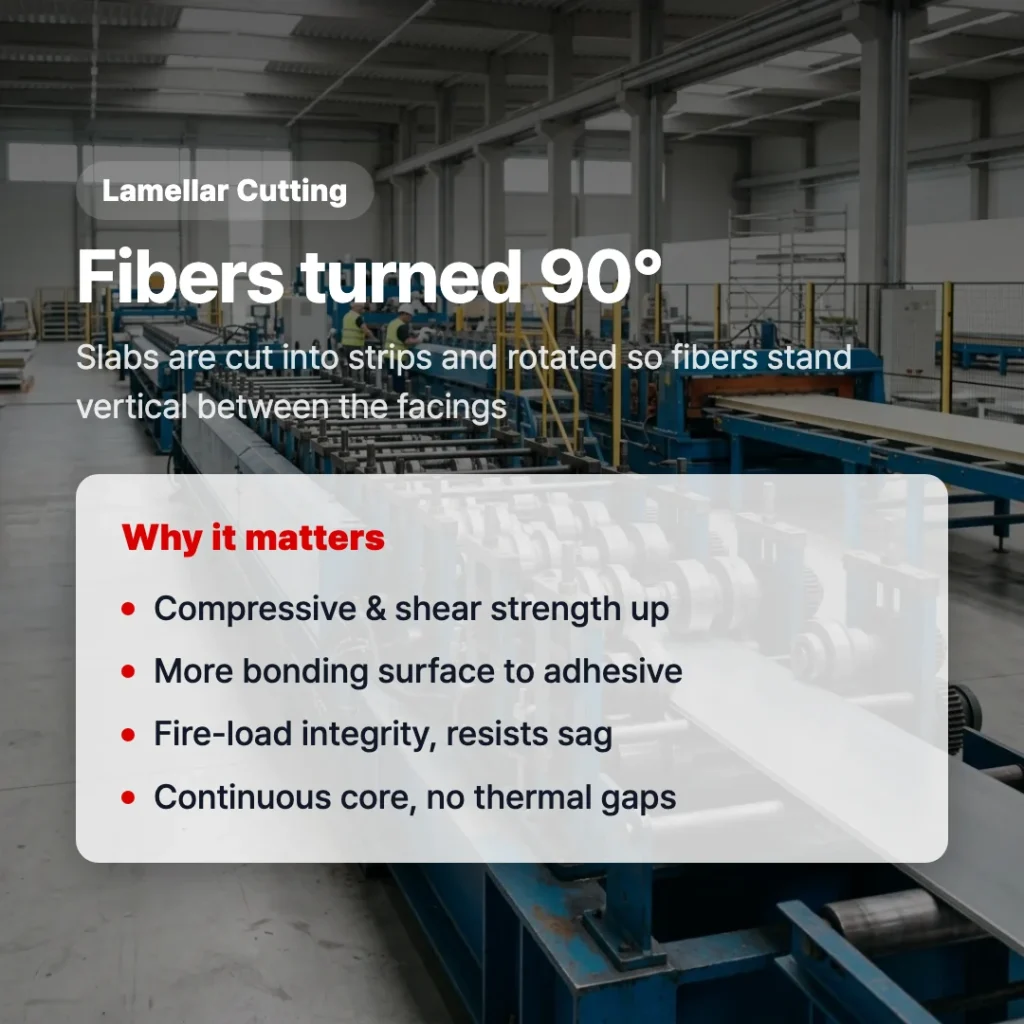
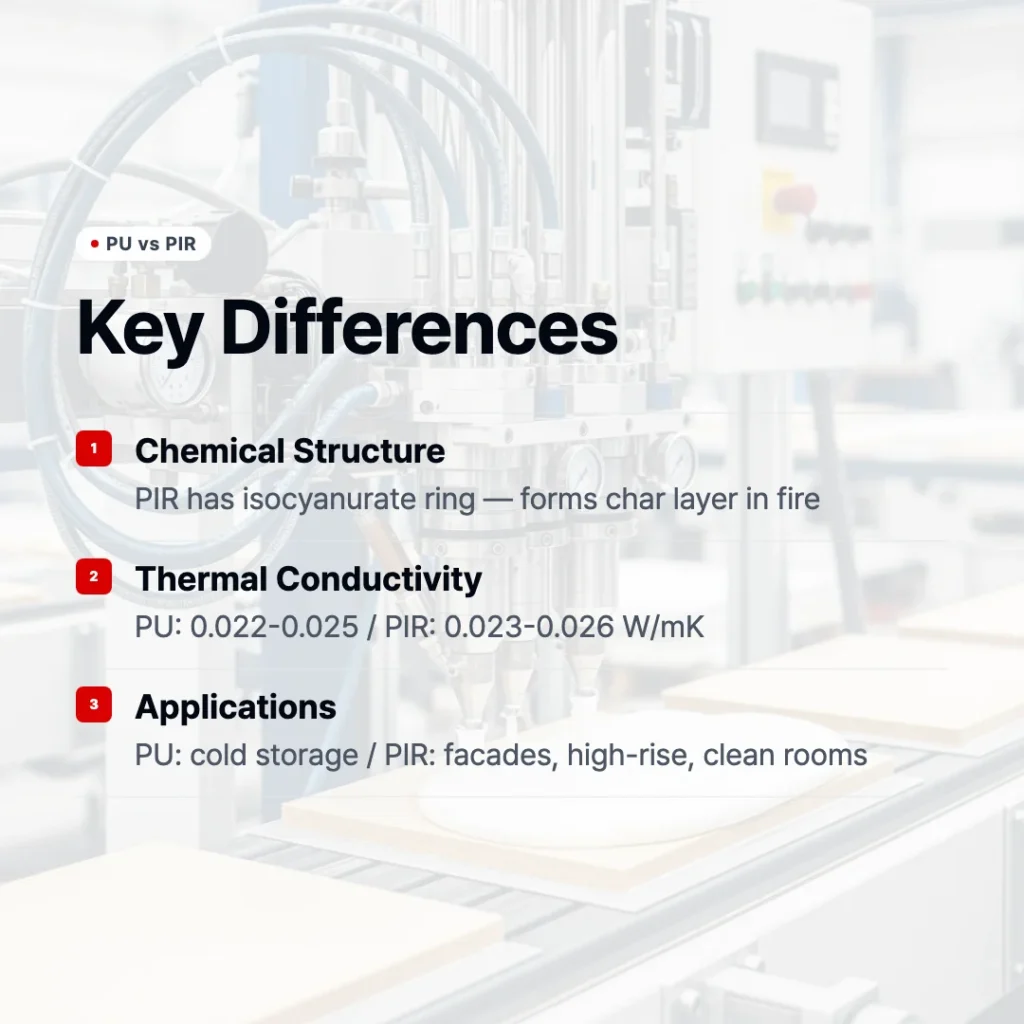
The single most important technical decision is core orientation. In a flat-slab configuration the wool fibers lie parallel to the panel face, which is simpler to handle but offers lower mechanical strength. In a lamella configuration the slab is cut into narrow strips and each strip is rotated ninety degrees so the fibers stand perpendicular to the facings. This vertical fiber arrangement improves compressive and shear strength considerably, and it is the reason most fire-rated structural panels use lamella cores. The trade-off is added complexity, because the line needs cutting and strip-turning equipment that a foam line simply does not require.
Bonding is the other core distinction. Where PU panels rely on the reacting foam itself to adhere to the steel, mineral wool panels depend on an applied adhesive, typically a two-component polyurethane glue rolled onto the facings before the core meets the steel. Getting the adhesive coverage, open time, and cure conditions right is what separates a reliable line from one that produces delamination defects.
Line Configuration and Key Equipment
A mineral wool line is built as a sequence of stations, each handing the panel to the next without stopping. The metal facings begin on decoiling systems that feed coil steel into the line, after which roll forming stations shape the profile and any joint geometry into the upper and lower sheets. A glue applicator then lays down a controlled film of adhesive across the facing surface.
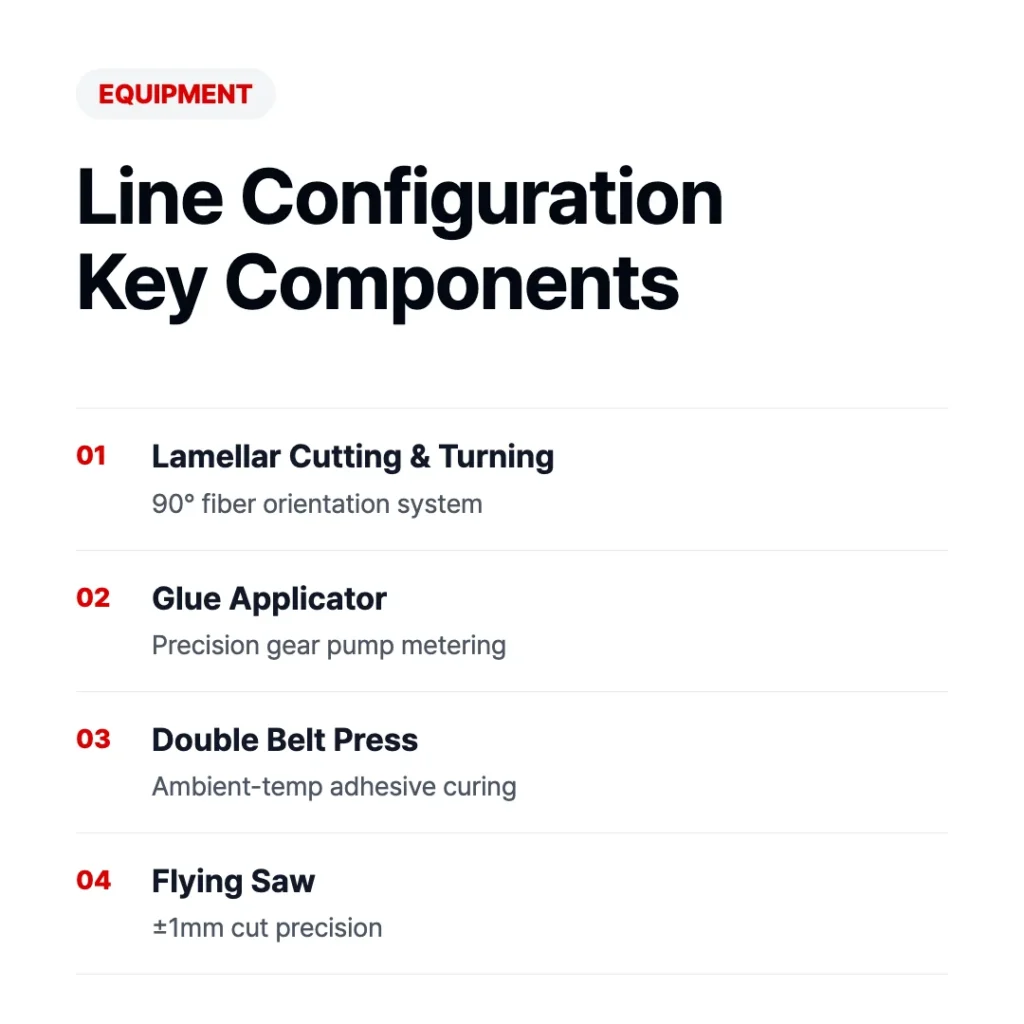
The heart of a mineral wool line is the wool handling section: a feeder that introduces the slabs, a cutting unit, and a turning device that rotates the lamella strips into vertical orientation before placing them onto the lower facing. From there the assembled sandwich enters a double belt press, where heat and pressure are applied together to cure the adhesive and hold the panel flat and dimensionally stable. A flying saw cuts the continuous panel to length on the move, and a stacker collects the finished boards for packaging.
KINDUS configures its mineral wool lines around this station sequence, matching belt press length and wool handling capacity to the panel thickness range and line speed a manufacturer targets for its market.
Wool Preparation and Orientation Systems
The wool preparation section is where mineral wool lines earn their reputation for complexity. Incoming slabs are first cut into lamella strips of a defined width, and each strip is then turned ninety degrees so its fibers run from one facing to the other. Density control matters here, because the strips have to be packed tightly enough to form a continuous core without gaps that would create thermal or structural weak points.
Why does this orientation work matter so much?
Q. Does lamella orientation really change panel performance?
A. Yes, and noticeably so.
With fibers standing perpendicular to the faces, the core resists the crushing and shearing loads that a panel experiences in walls and roofs far better than a flat slab would, and it also helps the panel hold together longer under fire load. That combination of strength and fire performance is precisely why specifiers reach for lamella mineral wool panels in demanding projects.
Pressing and Curing Process
In the double belt press, the panel is held under controlled temperature and pressure for a set dwell time while the adhesive cures. The exact parameters depend on the glue system and panel thickness, but the principle is consistent: enough heat to accelerate the cure, enough pressure to guarantee full contact between core and facing, and enough dwell time to reach handling strength before the flying saw cuts the panel.
This is one of the clearest points of difference from foam lines. A PU core generates its own reaction heat and expands to fill the cavity, so the press mainly constrains thickness. A mineral wool core is inert, so the press must supply all the curing energy through the adhesive while keeping the rigid wool slabs perfectly aligned.
Output Specifications and Fire Rating Capabilities

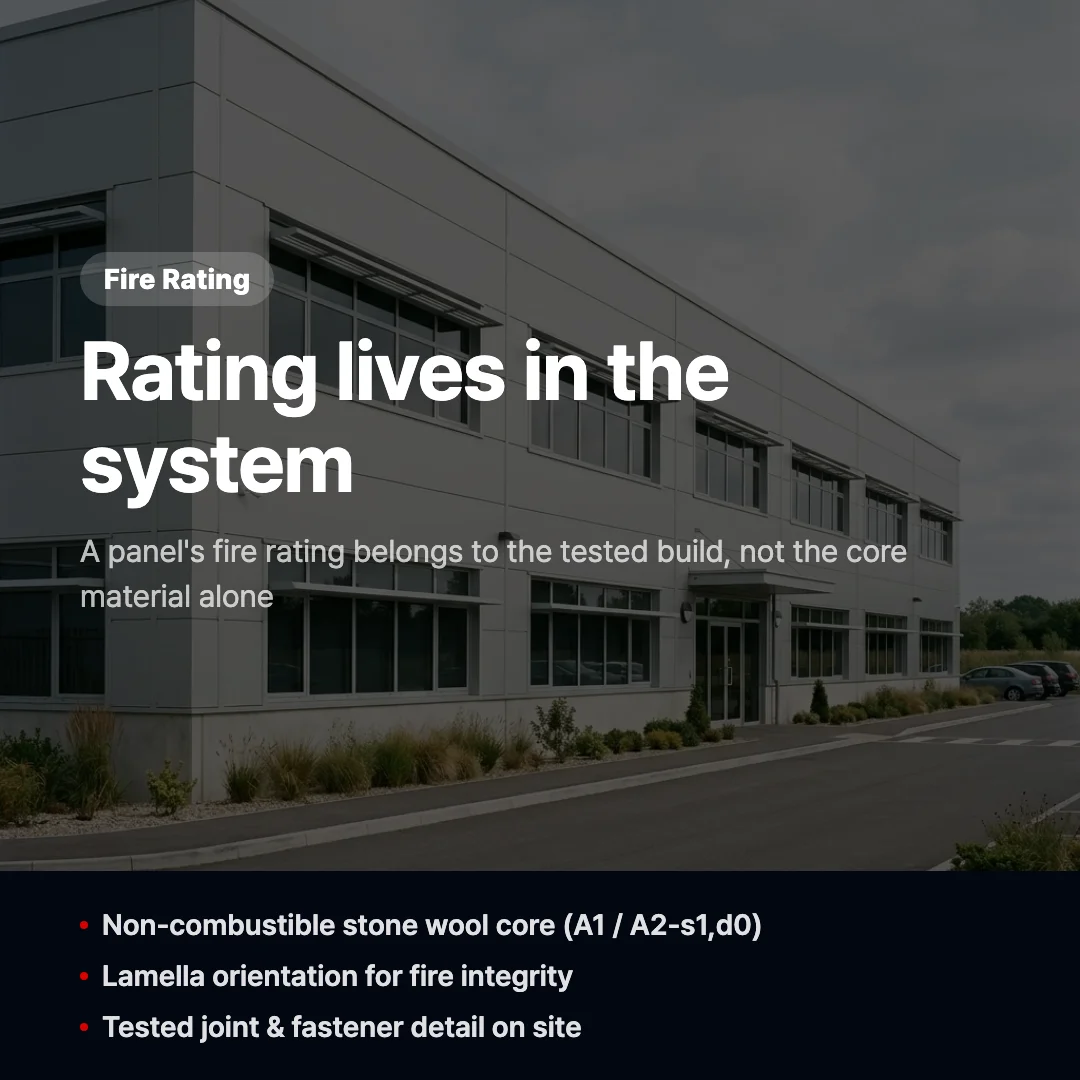
A well-configured mineral wool line typically produces panels in a thickness range from roughly 50mm to 250mm, with width and core density options selected to suit wall or roof applications. The headline advantage is fire performance. Because stone wool is non-combustible, mineral wool panels can achieve the top reaction-to-fire classifications under the European standard EN 13501-1, reaching A1 or A2-s1,d0 ratings that combustible cores cannot match. That single specification is what opens doors in markets governed by strict fire codes, particularly across Europe and the Middle East.
When you are specifying a line, it helps to confirm a short list of capabilities before committing: the panel thickness range the press can handle, the achievable line speed at your target thickness, the fire classification the finished panel is certified to, the core density options the wool handling section supports, and whether the joint geometry suits your local installation standards. KINDUS builds its mineral wool systems against this kind of specification checklist so the delivered line matches the panels a manufacturer actually intends to sell, rather than a generic configuration.
Frequently Asked Questions
How does a mineral wool sandwich panel production line work?
It continuously bonds two roll-formed metal facings to a mineral wool core. The wool slabs are cut and oriented, adhesive is applied to the facings, and a double belt press cures the assembly under heat and pressure before a flying saw cuts panels to length.
What equipment is needed for mineral wool panel production?
The core stations are decoilers, roll formers, a glue applicator, a wool feeder with cutting and strip-turning units, a double belt press, a flying saw, and a stacker. The wool handling and turning equipment is what distinguishes it from a foam line.
What panel specifications can be achieved?
Lines commonly handle panel thicknesses from about 50mm to 250mm with selectable core density, and because the core is non-combustible the panels can reach the highest EN 13501-1 fire classes, A1 or A2-s1,d0.
Planning a mineral wool line for a fire-code-driven market?