In this article, we will explore EPS sandwich panel machine technology, the step-by-step production process, and the key criteria manufacturers should apply when selecting an EPS line for their facility.
EPS sandwich panels have carved out a distinct position in the global construction materials market. Expanded polystyrene as a core material is significantly cheaper to procure than polyurethane or mineral wool, and the production process requires less capital-intensive equipment compared to continuous foaming lines. For manufacturers entering emerging markets in Southeast Asia, Africa, the Middle East, and South Asia — where cost-effective lightweight construction is a primary driver — EPS panels offer a practical entry point into the sandwich panel business. Demand for affordable modular buildings, temporary site structures, and low-rise industrial roofing has kept EPS panel production growing even as higher-specification insulated panels gain share in developed markets.

Understanding what makes an EPS sandwich panel machine different from other panel line types, and knowing what separates a well-configured EPS line from a poorly designed one, is essential before committing capital to a production facility.
sandwich panel line types → Sandwich Panel Production Line: Types, Technology & How to Choose
EPS Panel Production Technology Overview

An EPS sandwich panel machine is a system designed to bond pre-manufactured expanded polystyrene blocks or sheets between two steel facing sheets using adhesive, pressure, and controlled curing. The result is a structural composite panel used primarily in roofing, walling, and partitioning applications for industrial, agricultural, and commercial buildings.
This definition immediately highlights the fundamental difference from PU and PIR lines. In polyurethane sandwich panel production, liquid chemical components — polyol and isocyanate — are metered, mixed, and injected between the facings as the line runs continuously. The foam expands and cures in place, creating a chemically bonded, fully integrated composite. The insulation core is formed as part of the production process itself.
EPS production works on an entirely different principle. The insulation core — the expanded polystyrene block or sheet — is manufactured separately in a dedicated EPS block molding process before it ever reaches the panel line. The panel machine’s job is not to create foam but to bond an already-solid core material to the steel facings using structural adhesive. This is an adhesive bonding process, not a chemical foaming process.
The distinction matters for several reasons. First, the capital cost profile is different. EPS panel lines do not require high-precision metering and mixing heads, heated double-belt presses that must maintain exact temperature uniformity over long distances, or complex chemical feed systems. Second, the process parameters are less sensitive. Adhesive bonding tolerates a wider range of ambient conditions than polyurethane foaming, which is highly sensitive to temperature and humidity. Third, the raw material supply chain is different. EPS bead manufacturers and block molders are widely distributed across emerging markets, making local sourcing more accessible.
Compared to mineral wool lines, EPS lines also differ in handling requirements. Mineral wool is a brittle, fibrous material that requires careful cutting and alignment systems to avoid surface damage and maintain consistent thickness. EPS blocks are more dimensionally stable after proper seasoning, though they require precision cutting to achieve the required thickness tolerance.
sandwich panel manufacturing process → Sandwich Panel Manufacturing Process: Step-by-Step Technical Overview]
Machine Types and Configurations
EPS sandwich panel lines are not a single product category. Manufacturers can choose from several configurations depending on their target output volume, product mix, and available capital.
Continuous EPS lines run steel coil through the line without stopping. The facing steel uncoils, passes through a profile roll forming station, receives adhesive application, bonds to the EPS core layer, and enters a continuous press or nip roller system before being cut to length at the exit. Continuous lines are designed for high-volume production of standard panel sizes — typically roofing and walling panels in fixed widths. Line speeds on a continuous EPS line typically range from 3 to 8 meters per minute depending on the adhesive system, press length, and curing parameters. Annual output from a single continuous line can reach 1.5 to 3 million square meters depending on shift patterns and panel thickness range.
Discontinuous or batch press lines operate on a cycle basis. The steel facing sheets are cut to length before entering the press, adhesive is applied to the facing or the EPS core, the assembly is loaded into a flat bed press or a daylight press with multiple openings, and pressure is applied for a defined dwell time while the adhesive cures. Batch press lines have lower throughput than continuous lines but offer significant advantages in flexibility. They can accommodate non-standard panel sizes, curved profiles, special thickness combinations, and panel designs that are not practical on a fixed continuous line. For manufacturers targeting custom construction projects or producing a wide variety of panel specifications, a batch press configuration is often the better starting point.
Semi-automatic EPS lines occupy a middle position. The core material handling and adhesive application may be partially automated, but the press loading and unloading involve manual or semi-manual operations. Entry-level manufacturers with limited capital but access to low-cost labor often find that a well-designed semi-automatic line offers the best return on investment at startup. The lower upfront equipment cost can be offset against higher labor input per square meter, and as production volume grows, the line can be upgraded toward greater automation.
KINDUS designs EPS sandwich panel lines across this full range of configurations — continuous, batch press, and semi-automatic — and works with clients to match the line specification to their production volume targets, product mix, and market positioning. Line speed, press length, adhesive system, and automation level are all configurable based on the client’s specific requirements.
Key output comparison:
- Continuous EPS line: 3–8 m/min line speed, high volume, standard panel sizes, best cost-per-square-meter at scale
- Discontinuous batch press: cycle-based, flexible panel sizes, suited for custom production, lower minimum investment
- Semi-automatic: moderate volume, manual handling steps, lowest entry cost, upgradeable
EPS Block Preparation and Handling
Before any EPS core material can be used in panel production, it must go through a preparation process that is entirely separate from the panel line itself. Understanding this upstream process is essential for planning a complete EPS panel manufacturing facility.
The process begins with raw EPS beads. These beads contain a blowing agent — pentane — that causes them to expand when exposed to steam. In a pre-expansion vessel, raw beads are treated with steam at controlled pressure and temperature, expanding them to roughly 20 to 50 times their original volume. The target density after pre-expansion is typically set in the range of 15 to 25 kg per cubic meter for panel applications, with higher density producing better mechanical strength and lower density producing lighter panels with reduced material cost. Most construction-grade EPS panels for roofing and walling applications use core material in the 15 to 20 kg/m³ range.
After pre-expansion, the beads cannot be molded immediately. They must go through an aging or seasoning period, typically 12 to 48 hours, during which residual blowing agent and moisture equalize within the bead structure. Skipping or shortening this aging step leads to dimensional instability in the molded block, which then causes thickness variation in the finished panel. Proper aging storage — a well-ventilated holding area with adequate volume to buffer production flow — is a facility planning requirement that is often underestimated.
Aged beads are transferred to a block molding machine, where they are loaded into a rectangular mold cavity and fused together with steam to form a solid EPS block. Block dimensions are typically in the range of 1,000 × 500 mm cross-section with lengths from 1,000 to 6,000 mm, though this varies by equipment. After molding, blocks require a secondary aging period — often 24 hours or more — to allow residual steam and pressure to dissipate before cutting.
Block cutting is performed on a hot wire cutting machine. A frame fitted with electrically heated resistance wires cuts through the EPS block to produce sheets of the required thickness for panel production. Cutting accuracy directly affects the consistency of the finished panel: if the EPS sheet is not flat and parallel within tolerance, the bonding pressure in the press will be uneven, leading to voids or delamination in the panel. Thickness tolerance for panel-grade EPS sheets is typically ±1 mm or tighter.
What density of EPS should be used for sandwich panel production?
For standard construction applications — roofing and walling panels — EPS core density of 15 to 20 kg/m³ is the most common range. Higher density (20 to 25 kg/m³) provides better compressive strength and is preferred for floor panels or high-load applications. Density below 15 kg/m³ reduces material cost but may not meet minimum mechanical performance requirements for structural panel applications. The specified density should be confirmed against the applicable building code or product standard in the target market.
Bonding and Pressing Process
The bonding and pressing stage is where the panel is actually assembled. Steel facing coils — typically pre-painted or galvanized steel in 0.4 to 0.6 mm thickness — are uncoiled and profiled if required. The EPS core sheets, cut to the correct thickness and length, are fed into the line from a core handling and feeding system.
Adhesive application is the critical step that differentiates a well-engineered EPS line from a basic one. Two main methods are used in commercial EPS panel production.
Roller application uses a driven roller or roller train to deposit a controlled film of adhesive onto the surface of the facing steel or the EPS core. Roller systems are suited for continuous lines where consistent adhesive coverage at production speed is required. The adhesive viscosity, roller pressure, and rotation speed must be calibrated to ensure uniform film thickness across the full panel width. Insufficient adhesive results in bond voids; excess adhesive increases cost and can cause squeeze-out that contaminates the press.
Spray application uses a series of nozzles — either fixed or traversing — to apply adhesive across the surface. Spray systems offer more flexibility in adhesive coverage patterns and can handle panels of varying widths more easily than a fixed roller, but they require careful management of spray parameters and environmental conditions to avoid uneven application or adhesive misting.
In both cases, the adhesive used in EPS panel production is typically a one- or two-component polyurethane adhesive or a structural epoxy-modified adhesive. The open time — the window between application and pressing — must be managed carefully. If the panel assembly is not placed in the press within the adhesive’s open time, the bond strength will be compromised.
Press pressure and temperature parameters for EPS bonding differ fundamentally from PU foaming processes. In PU production, the press belt or press plates are heated to accelerate the foam reaction and cure cycle. In EPS production, the press function is primarily to apply uniform contact pressure to ensure full surface contact between the adhesive film and both substrates while the adhesive cures. Some adhesive systems benefit from mild heat — typically 30 to 50°C at the press contact surface — to accelerate open-time management and curing, but the temperature requirements are far less demanding than those for PU lines. Press pressure across the full panel face is typically in the range of 0.01 to 0.05 N/mm².
Curing time determines the press dwell time in a batch system or the effective press length in a continuous line. Two-component polyurethane adhesives used in EPS panel bonding typically reach handling strength within 10 to 30 minutes at room temperature, with full cure occurring over 24 hours. In a batch press, each panel occupies a press opening for the required dwell time before release. In a continuous system, the press length and line speed are engineered so that the panel exits the press only after sufficient adhesive cure has been achieved.
Compared to PU foaming, the EPS bonding process has a fundamentally different failure mode profile. In PU panels, delamination is rare because the foam is chemically bonded to the facing during formation. In EPS panels, bond quality is entirely dependent on adhesive selection, surface preparation, adhesive application uniformity, and press parameters. Quality control of the bonding process — including periodic peel tests and shear tests on finished panels — is not optional; it is a core process discipline.
[Internal Link: mineral wool vs PU panel production comparison → Mineral Wool vs PU Panel Production: Equipment & Process Comparison]
Applications and Market Positioning
EPS sandwich panels occupy a specific segment of the construction materials market, and understanding that segment clearly is as important as understanding the production technology.
The primary application areas for EPS panels are lightweight construction, temporary and semi-permanent structures, low-rise industrial and agricultural buildings, and cold storage at limited temperature ranges. In roofing and walling for warehouses, poultry and livestock housing, market buildings, and site offices, EPS panels offer a cost per square meter that is substantially lower than PU/PIR or mineral wool alternatives. This cost advantage is the primary driver of EPS panel demand, particularly in markets where building codes permit their use and where construction budgets are price-sensitive.
Emerging markets account for a disproportionate share of global EPS panel consumption. In countries across Southeast Asia, Sub-Saharan Africa, South Asia, and parts of Latin America, EPS panels have been the dominant insulated panel product for low-rise non-residential construction for decades. The ability to source EPS raw materials locally, produce panels with less technically complex equipment, and sell finished panels at a price point accessible to small and medium-scale developers gives EPS a structural market advantage in these regions that is unlikely to change in the near term.
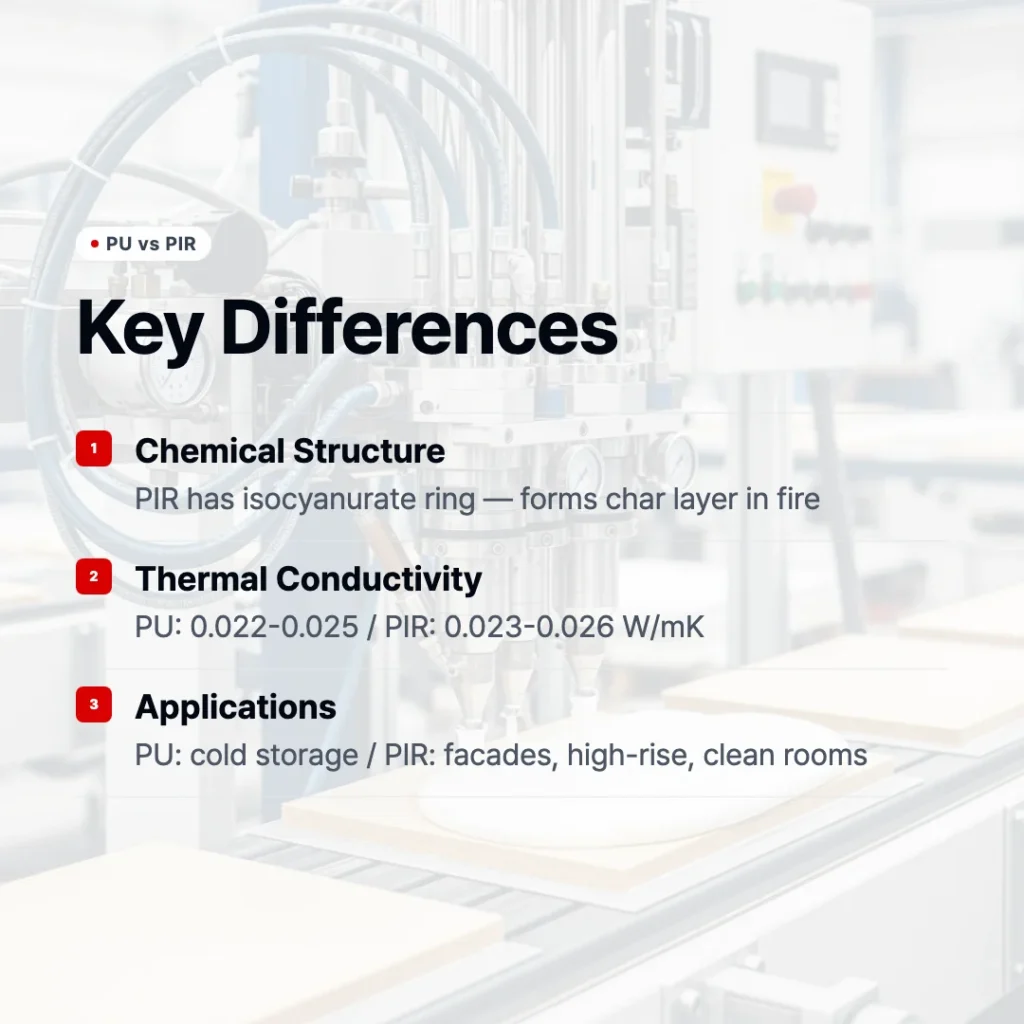
Cold storage is an application where EPS panels are used but with important limitations. EPS has a thermal conductivity of approximately 0.032 to 0.040 W/(m·K) — adequate for ambient temperature controlled spaces and mild cold storage applications (above approximately -10°C). For deep-freeze facilities or high-performance cold chain buildings, PU/PIR panels with thermal conductivity values in the 0.022 to 0.028 W/(m·K) range are the better technical choice. Manufacturers positioning EPS lines for cold storage production should be clear about this limitation with their customers and should specify panels accordingly.
Fire performance is the most significant constraint on EPS panel applications. Standard EPS (without flame retardant additives) has poor fire performance — it ignites readily and contributes to flame spread. Flame-retardant EPS grades, produced with HBCD-free retardant additives, provide materially improved fire resistance and are required under most building codes for permanent occupied structures. Even with flame-retardant EPS, the fire classification of EPS panels typically falls below that achievable with PU/PIR (which can reach Euroclass B-s1,d0 with the right formulation) and well below mineral wool, which is non-combustible (Euroclass A1 or A2). Many markets have adopted building regulations that restrict or prohibit EPS panels in multi-story buildings, buildings above a certain height, and structures with high occupancy. EPS panel manufacturers must understand the regulatory environment of their target market and be prepared to advise customers on where EPS panels are and are not appropriate.
KINDUS provides full technical guidance on application suitability as part of the line selection and commissioning process. With over 170 projects completed across global markets since 1995 and CE-certified equipment, KINDUS brings structured market and regulatory knowledge to each client engagement — not just equipment delivery.
Checklist for EPS line selection:
- Have you confirmed the applicable building codes and fire regulations in your target market for EPS panels?
- What is your target annual production volume in square meters, and does the line configuration (continuous / batch / semi-automatic) match that volume?
- Have you planned the complete upstream process including pre-expansion, aging silos, block molding, and block cutting — not just the panel bonding line?
- What panel thickness range do you need to produce, and is the block cutting and core feeding system configured for that range?
- What adhesive system is specified, and has the open time and press dwell time been validated for your production environment temperature range?
- Have you sourced flame-retardant EPS grades where required by your market’s building codes?
- What is your quality control protocol for bond strength testing of finished panels?
- Does the line supplier have reference installations at comparable production scale that you can visit or verify?
Frequently Asked Questions
What is an EPS sandwich panel machine?
An EPS sandwich panel machine is a production system that bonds pre-manufactured expanded polystyrene (EPS) sheets between two steel facings using structural adhesive and a pressing system. Unlike PU/PIR sandwich panel lines where the foam core is created in-line by injecting and reacting liquid chemicals, an EPS line uses solid pre-cut EPS sheets that are bonded to the facings through an adhesive bonding process. EPS sandwich panel machines range from fully continuous lines for high-volume standard production to batch press systems for flexible multi-specification production.
How are EPS sandwich panels produced?
EPS sandwich panel production involves two main stages. In the upstream stage, raw EPS beads are pre-expanded with steam to the target density, aged for dimensional stability, molded into blocks, and hot-wire cut into sheets of the required panel core thickness. In the panel bonding stage, structural adhesive is applied to the steel facings or the EPS core surfaces, the facing-core-facing assembly is pressed under controlled pressure for a defined curing time, and the finished panel is cut to length and inspected. The key process variables are EPS density and dimensional accuracy, adhesive selection and application uniformity, and press pressure and dwell time.
What construction applications are best suited for EPS panels?
EPS sandwich panels are best suited for single-story and low-rise non-residential buildings where cost efficiency is a primary factor and where applicable building codes permit EPS core material. Typical applications include industrial warehouses, agricultural buildings, market and logistics facilities, temporary and semi-permanent site structures, and mild cold storage (above approximately -10°C). EPS panels are not recommended for multi-story occupied buildings, deep-freeze cold chain facilities, or applications in markets with stringent fire regulations that require non-combustible or high-classification insulated panels. Confirming the regulatory requirements of the target market before specifying EPS panels is essential.