A fire rated sandwich panel built around a mineral wool core is a building envelope element made from two steel facings bonded to a non-combustible stone wool core, engineered to resist the passage of flame, heat, and smoke for a defined period under standardized test conditions. For factory owners weighing an investment in panel manufacturing, mineral wool fire rated panel production is judged first on the fire performance of the finished product, not on a marketing line item. It is the single specification that opens or closes entire market segments, from cold storage and clean rooms to commercial roofing and high-occupancy warehouses, where insurers and building codes mandate certified fire-resistance ratings before a panel can be specified.
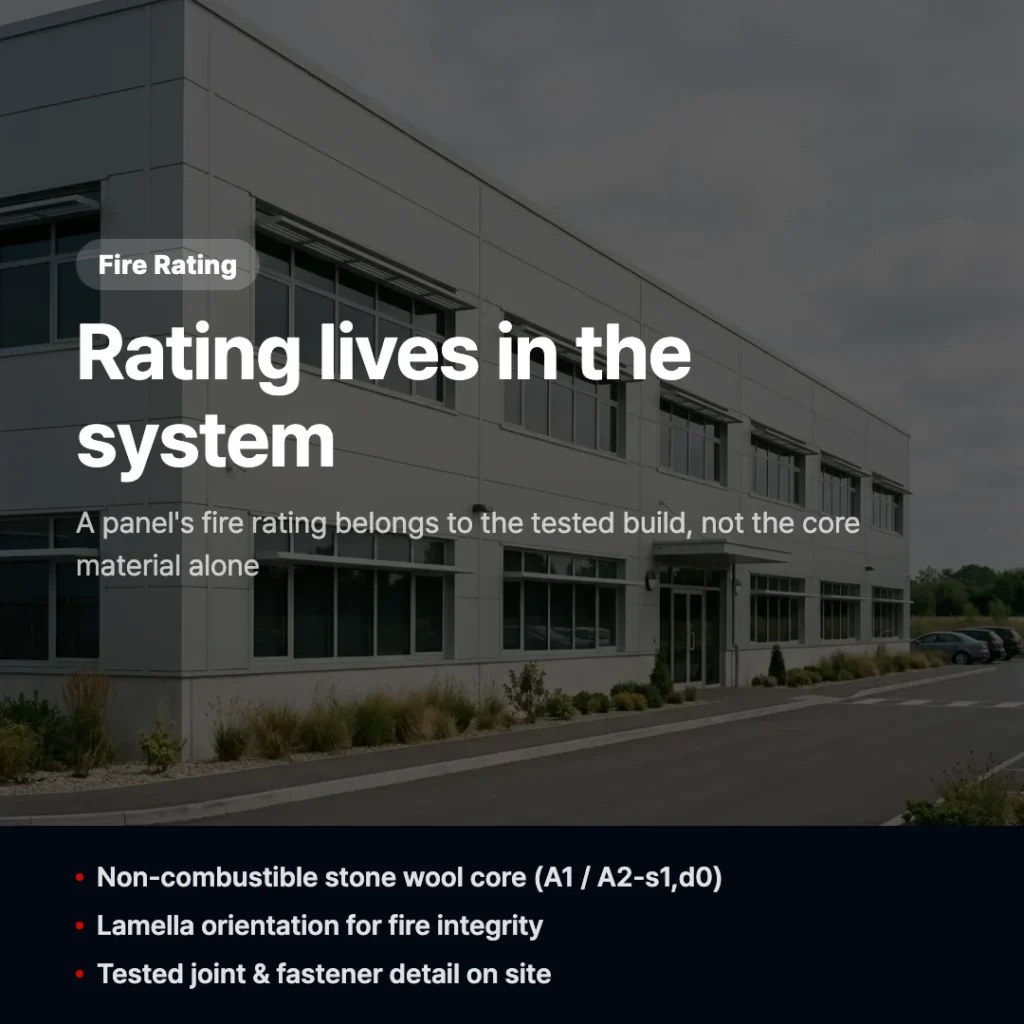
The difficulty is that fire performance is widely misunderstood at the production level. Many investors assume that because mineral wool is non-combustible, any panel built around a stone wool core automatically carries a high fire rating. That is not how certification works. Reaction-to-fire and fire-resistance are two separate test families, and an hourly rating belongs to a tested system, not to the core material alone. A production line can be capable of building a compliant panel and still produce a product that fails certification because of core density, lamella orientation, adhesive coverage, or the way the tested joint detail was reproduced.
In this article, we will explore how a mineral wool fire rated sandwich panel is tested, how hourly ratings are achieved on a production line, why joints and fasteners govern the real-world rating, what smoke and toxicity rules apply, and how the certification process unfolds in time and cost.
Fire test standards: EN 13501 vs ASTM E119
The first thing to understand is that Europe and North America frame fire performance differently, and a panel sold across both markets needs to satisfy two distinct logics. In the European system, fire performance splits into two standards. EN 13501-1 governs reaction to fire, classifying how a material itself contributes to a fire through the Euroclass scale of A1, A2, B, C, D, E, and F. EN 13501-2 governs fire resistance, expressed as integrity (E) and insulation (I) ratings over time, such as EI 60, EI 90, EI 120, and EI 240.
These two are not interchangeable. Reaction-to-fire describes the material’s combustibility and contribution to flame spread, while fire-resistance describes how long an assembled element holds back fire as a barrier. Mineral wool, as a non-combustible stone wool, typically reaches the top reaction-to-fire classes of A1 or A2-s1,d0 under EN 13501-1. That A-class rating is necessary but not sufficient: a panel with an A2 core still has to pass a separate EN 13501-2 furnace test to claim EI 90 or EI 120.
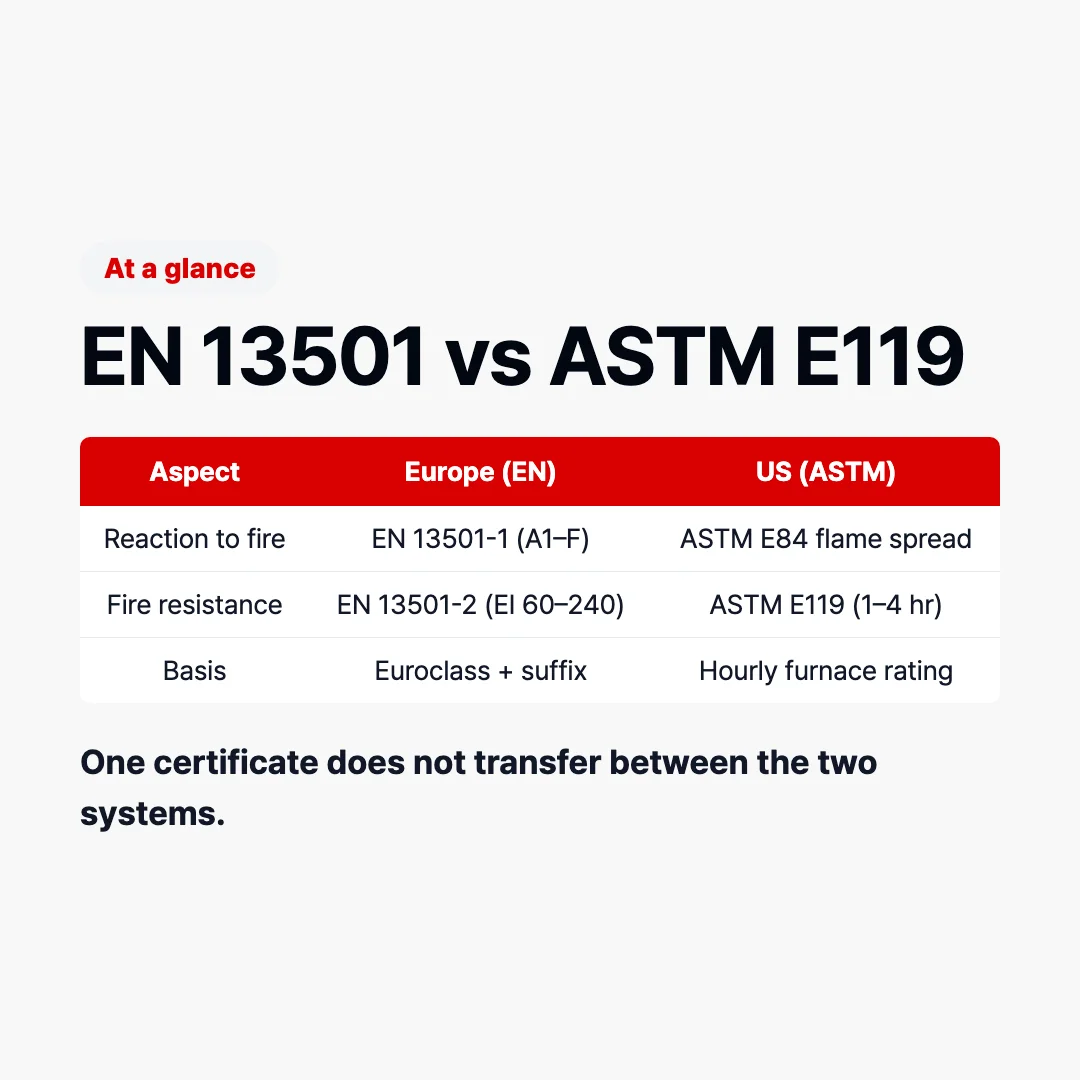
The American framework is organized around different test methods. ASTM E119 is the fire-resistance test, run in a furnace and reported by hourly rating, commonly 1, 2, 3, or 4 hours, conceptually parallel to the EN 13501-2 EI ratings. Reaction-to-fire in the US is more often assessed through ASTM E84, the Steiner tunnel test, which measures flame spread index and smoke developed index rather than a combustibility class. So the cleanest way to map the two systems is to pair EN 13501-1 with ASTM E84 on the reaction side, and EN 13501-2 with ASTM E119 on the resistance side.
The practical consequence for a manufacturer is that there is no universal certificate. A panel certified to EI 120 under EN 13501-2 has not automatically earned a 2-hour ASTM E119 rating, because the test setups, load conditions, and pass/fail criteria differ. Manufacturers targeting both the EU and North American markets generally budget for two parallel test campaigns. This is one of the reasons KINDUS configures mineral wool lines to the client’s panel spec and target market from the outset, since the density, thickness range, and facing options that suit a European EI portfolio may differ from what a buyer needs for an ASTM E119 listing.
Mineral wool fire rated panel production: achieving 1-hour to 4-hour ratings
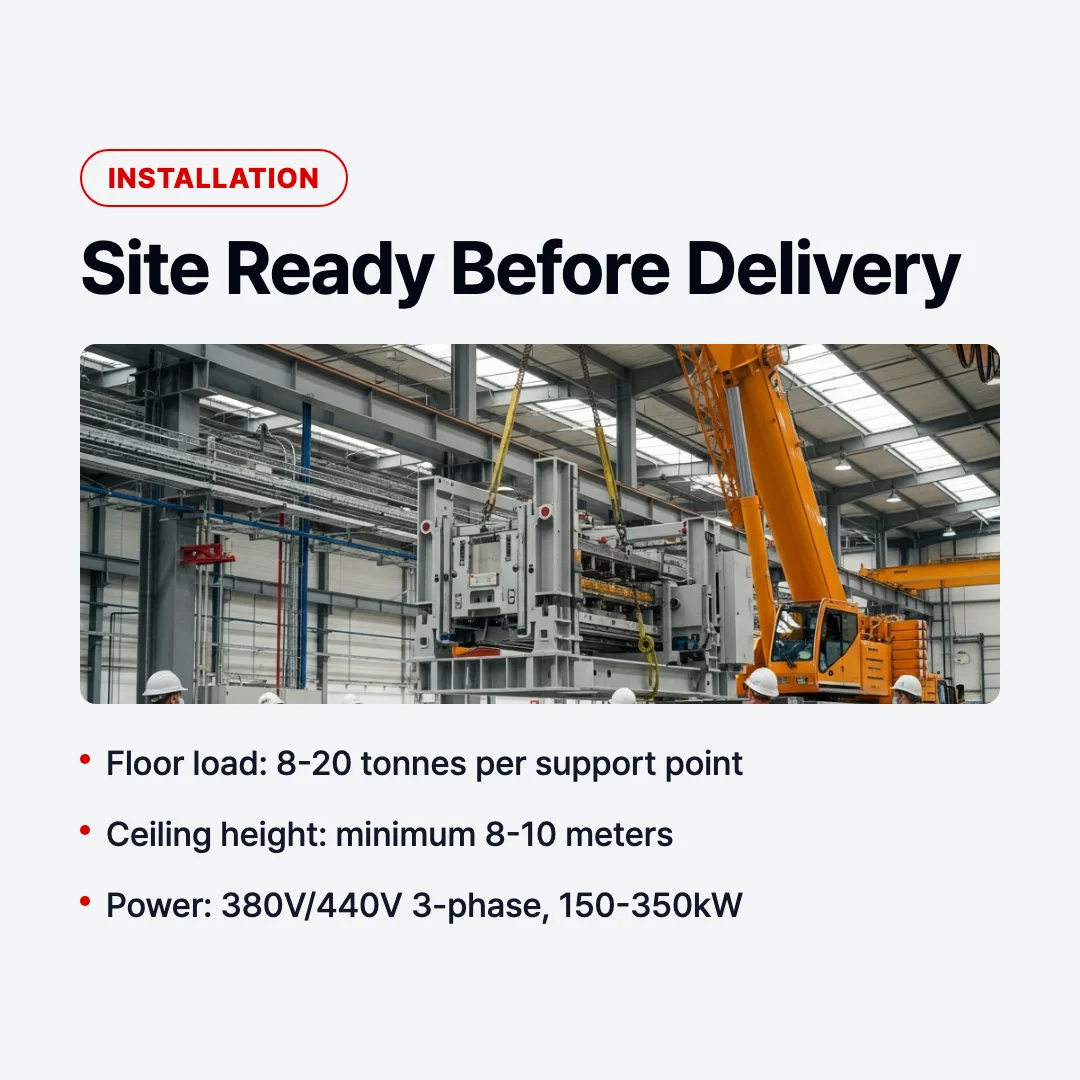
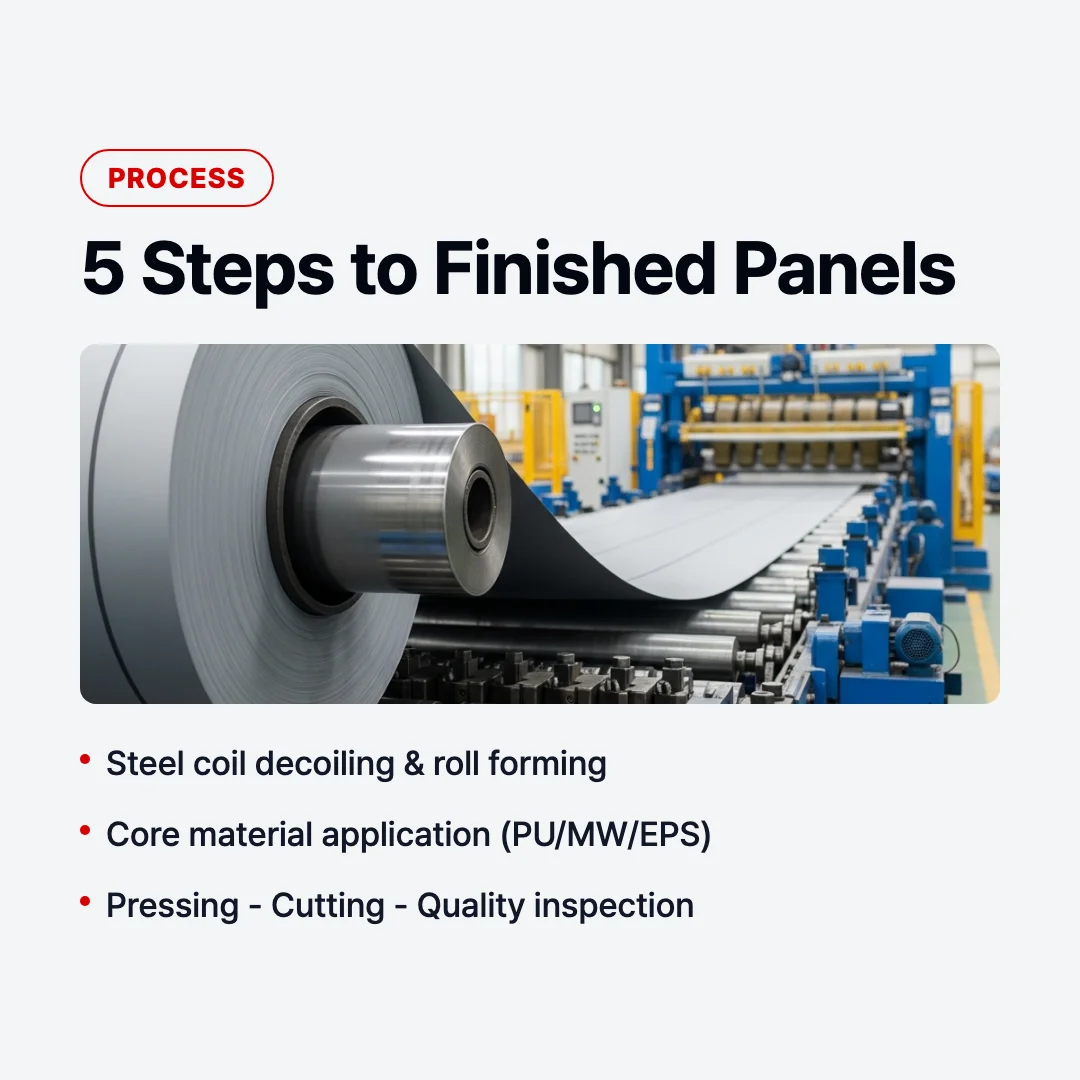
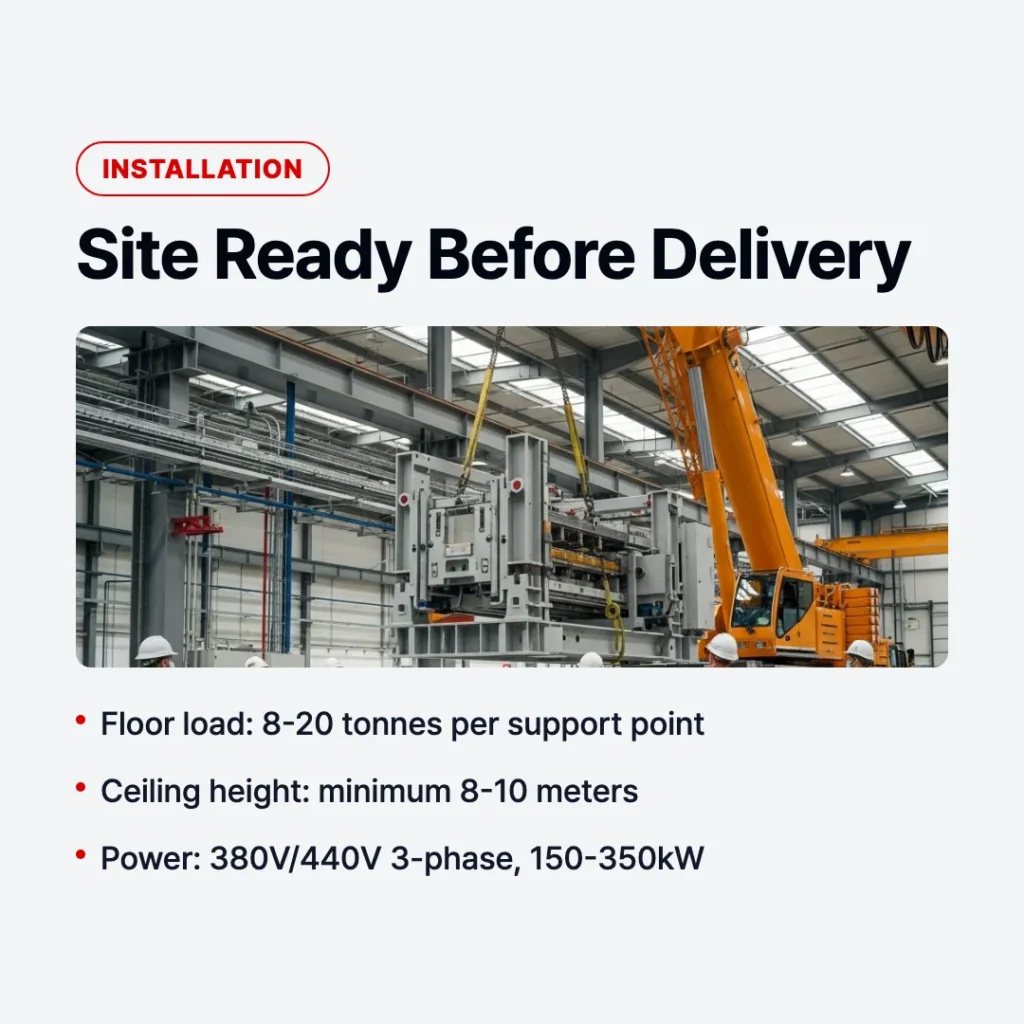
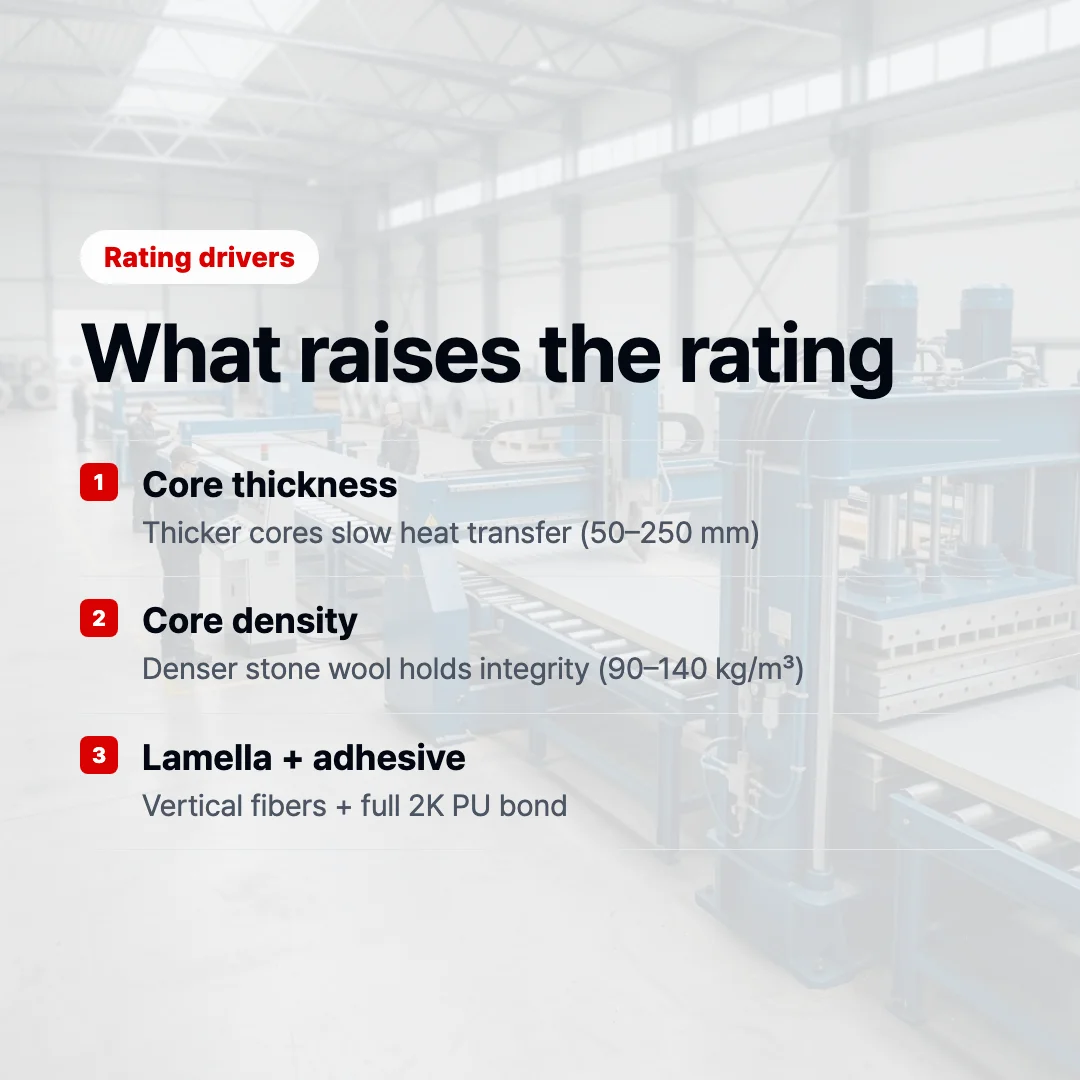
Hourly fire-resistance ratings are earned in the furnace, but they are designed on the production line. The core variables that move a panel from a 1-hour rating toward a 4-hour rating are core density, core thickness, fiber orientation, facing steel, and adhesive bond integrity, and these are precisely the parameters a double belt press line controls.
Core thickness is the most intuitive lever. A panel with a thin core dissipates heat to the unexposed face faster, so thicker cores generally support higher fire-resistance ratings. Production lines for fire-rated mineral wool panels typically run panel thicknesses in the range of 50 to 250 mm, and the high-end ratings such as EI 180 or EI 240 usually sit at the thicker end of that band. Core density matters alongside thickness: mineral wool cores span roughly 40 to 150 kg/m³, with fire-rated structural panels sitting toward the denser upper end, and a denser core both resists shrinkage and holds its structural integrity longer when the exposed facing reaches furnace temperatures.
Fiber orientation is where many investors underestimate the difference between a basic line and a fire-optimized one. A lamella core, in which the stone wool strips are cut and rotated so the fibers run vertically between the facings, gives the panel markedly better integrity under fire load and higher mechanical strength than a flat-slab core, where fibers lie parallel to the facings. Under fire, the exposed steel sheet softens and tries to deform; a lamella core resists delamination and helps keep the panel acting as a continuous barrier, which directly supports the integrity (E) portion of the rating. The general line technology behind lamella cutting and double belt lamination is covered in our Mineral Wool Sandwich Panel Production Line: Technology & Specifications, so this post stays focused on the fire-specific implications.
Can the same line build both a 1-hour and a 4-hour panel?
Typically yes, within its thickness and density envelope. A well-configured double belt press line adjusts panel thickness, selects the appropriate core density and fiber orientation, and applies the qualified adhesive system, so the same equipment can produce a 1-hour product and a 4-hour product as separate, individually certified configurations. What the line cannot do is grant a rating it has not tested; each thickness and build that you intend to sell as fire-rated needs its own furnace evidence.
The adhesive layer is the quiet third factor. Fire-rated lines generally use a 2-component PU adhesive applied for full, even coverage, because uneven bonding creates weak zones where the facing can debond early under heat, ending the integrity rating prematurely. The adhesive itself is a small fraction of panel mass and does not compromise the non-combustible classification of the assembly when applied within qualified parameters, but its consistency is what makes the lab result repeatable in production.
Joint and fastener detail for fire integrity
The most expensive mistake a manufacturer can make is to treat the panel and the building as separate problems. A fire-resistance rating is awarded to a tested system, which means the panel, its joints, its steel facings, and its fixings as they were assembled in the furnace. The lab rating only holds in the field if the panel is installed according to that same tested detail. A panel that passed EI 120 in isolation can fail far earlier in a real wall if the joint geometry, sealing, or fastener pattern departs from what was tested.
The joint is the critical path. Mineral wool panels are usually built with a tongue-and-groove or stepped edge profile, and that profile has to maintain a continuous insulating and integrity barrier across the gap between panels under thermal expansion. During production, the edge milling and core-to-facing bond at the panel edge determine whether the joint can be sealed to the tested standard on site. If the edge core is loose, crushed, or poorly bonded, the installer cannot reproduce the certified joint no matter how carefully they work.
Fasteners and fixings carry their own fire logic. Through-fixings and concealed fixings behave differently as the exposed facing heats and the panel tries to move, and the tested system specifies fixing type, spacing, and substrate. A change as seemingly minor as wider fastener spacing than the tested detail can let a panel sag or open at a joint before its rated time. For this reason, manufacturers supply installation details and fire-rated jointing instructions as part of the certified product package, not as an optional extra. The factory’s responsibility is to produce a panel whose edges, facings, and dimensional tolerances let the installer reproduce the tested system exactly.
A short checklist helps keep production aligned with the rating that was actually tested. Checklist for specifying fire-rated MW panel production:
- Confirm the target rating in both frameworks you sell into (EN 13501-2 EI/REI and, if relevant, ASTM E119 hourly), since one certificate does not transfer to the other system.
- Lock core density and fiber orientation to the tested build, with lamella cores for the integrity-critical and structural products.
- Set panel thickness ranges to match each rating tier, remembering thicker cores generally back higher ratings.
- Qualify the 2-component PU adhesive for full, uniform coverage and monitor bond consistency as a fire parameter, not just an adhesion one.
- Control edge profile milling and edge bond so installers can reproduce the certified joint detail.
- Ship the tested joint, sealing, and fastener details with every fire-rated order so the field assembly matches the lab system.
- Keep test reports, classification documents, and the production parameters that underpin them traceable for audits and insurer review.
Smoke and toxicity compliance requirements
Survivability in a fire depends as much on smoke as on flame, and modern standards reflect that. Under EN 13501-1, the reaction-to-fire classification carries two suffixes alongside the main letter class: a smoke production rating of s1, s2, or s3, where s1 is the lowest smoke, and a flaming droplets rating of d0, d1, or d2, where d0 means no flaming droplets or particles. This is why a high-performing mineral wool panel is described as A2-s1,d0 rather than just A2; the suffixes are part of the certified class.
Mineral wool’s advantage here is structural. Because stone wool is inorganic and non-combustible, panels built around it typically achieve s1,d0, meaning very limited smoke and no flaming droplets. That combination matters most in enclosed and high-occupancy environments such as cold storage corridors, food processing halls, and public buildings, where smoke obscuration and dripping combustibles drive evacuation risk. The comparison with combustible-core alternatives is one of the clearest reasons specifiers reach for mineral wool, and the broader equipment and cost trade-offs against PU are laid out in our Mineral Wool vs PU Panel Production: Equipment & Process Comparison.
Toxicity requirements are more market-specific than smoke. Some national codes, transport regulations, and project specifications, particularly in rail, marine, and certain public infrastructure, impose smoke toxicity and corrosivity limits that go beyond the basic EN 13501-1 suffixes. For a manufacturer, the production-side takeaway is that the core material and its binder chemistry, the facing coatings, and any edge sealants all feed into the smoke and toxicity result, so these inputs should be locked to the tested specification and not substituted casually once a panel is certified.
Certification process: timeline and costs
Certification turns a capable production line into a sellable fire-rated product, and it follows a fairly predictable sequence. The manufacturer first finalizes the panel build to be certified, then produces full-size test specimens that exactly represent the intended commercial product, including the real core density, thickness, facings, adhesive, and joint detail. Those specimens go to an accredited fire testing laboratory, which runs the furnace tests, after which a notified or accredited body issues the classification report or listing. In Europe this typically leads to a EN 13501 classification feeding CE marking under the harmonized product standard; in North America it leads to an ASTM E119 listing recognized by the relevant authorities.
Timelines are driven by laboratory scheduling and the number of configurations. A single rating on a single build can often move from specimen preparation to issued classification in a span of a few months, but a full portfolio covering several thicknesses and both EN and ASTM frameworks realistically spans the better part of a year. Costs scale the same way: each furnace test and each rating tier is a separate paid test, so a manufacturer planning to sell 1-hour through 4-hour panels in two regulatory regions should budget for a series of tests rather than a single fee. Because retesting is expensive, getting the production parameters stable before sending specimens is the single most effective cost control.
This is where production engineering and certification strategy meet in mineral wool fire rated panel production. KINDUS, manufacturing sandwich panel production lines since 1995 with more than 170 projects delivered across over 40 countries and 30 years of experience, configures CE-certified mineral wool lines around the specific ratings a client intends to certify, so that the panels coming off the line reproduce the tested build with the consistency that certification, and re-audits, demand. The line is set up to hold the density, thickness, lamella orientation, and adhesive coverage that the test report depends on, which is what keeps a certificate valid in routine production rather than only on test day.
Frequently Asked Questions
How do mineral wool panels achieve 4-hour ratings?
A 4-hour rating, equivalent to EI 240 in the European system, is achieved by combining a thick, dense, non-combustible stone wool core with a lamella fiber orientation, qualified full-coverage adhesive bonding, and a tested joint and fastener detail. Thicker cores at the upper end of the typical 50 to 250 mm range slow heat transfer to the unexposed face, while lamella orientation and high core density keep the panel acting as a continuous barrier as the exposed facing heats. The rating is then proven in an EN 13501-2 or ASTM E119 furnace test on a specimen that represents the exact production build, and it only applies to that tested configuration.
What production parameters matter most for fire performance?
Core density and thickness, fiber orientation, and adhesive bond consistency carry the most weight. Mineral wool cores span roughly 40 to 150 kg/m³, with fire-rated builds toward the denser upper end, and denser, thicker cores generally support higher fire-resistance ratings. Lamella orientation outperforms flat-slab for integrity under fire, and a uniformly applied 2-component PU adhesive prevents early facing debonding that would end the integrity rating prematurely. Edge profile and edge bond quality matter too, because they determine whether the certified joint can be reproduced on site.
What panel construction is needed for fire integrity?
Fire integrity comes from a system, not a single component: two steel facings bonded to a non-combustible mineral wool core, a fire-grade core density and lamella orientation, an edge profile that maintains a continuous barrier across panel joints, and a fixing pattern matching the tested detail. The panel must be built and installed to reproduce the assembly that passed the furnace test, since the rating belongs to that tested system rather than to the panel in isolation.
Planning a mineral wool line for the fire ratings your market demands? See how a KINDUS mineral wool line is configured for your panel spec and target certifications on the Mineral Wool Sandwich Panel Line page.