In an era where both thermal insulation and fire safety are demanded of buildings, PU (polyurethane) and PIR (polyisocyanurate) have become the most widely adopted core materials in the sandwich panel market. While both deliver excellent thermal conductivity, they differ significantly in chemical structure and fire reaction characteristics. This article provides a systematic overview — from the material differences between PU and PIR, through the production process, key equipment configurations, to market trends.
PU vs PIR — Material Properties, Fire Performance, and Applications
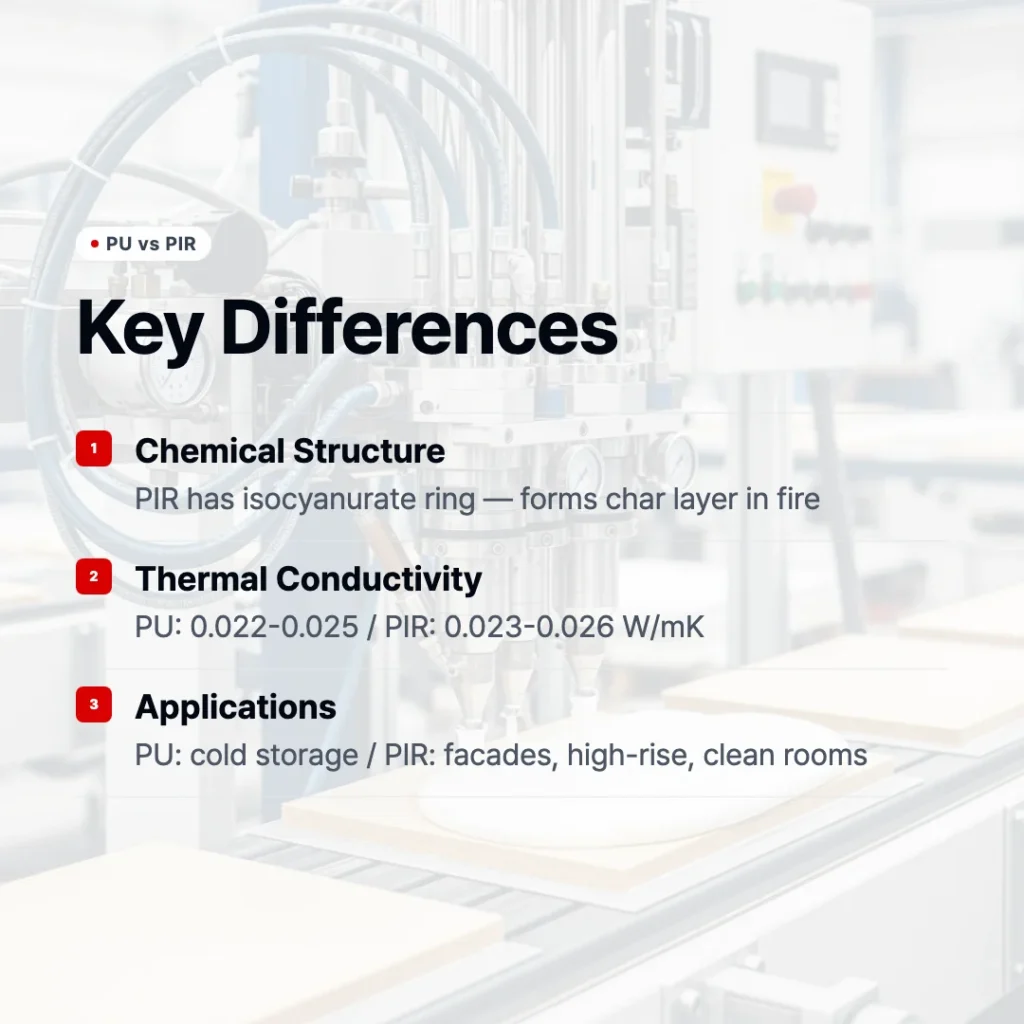
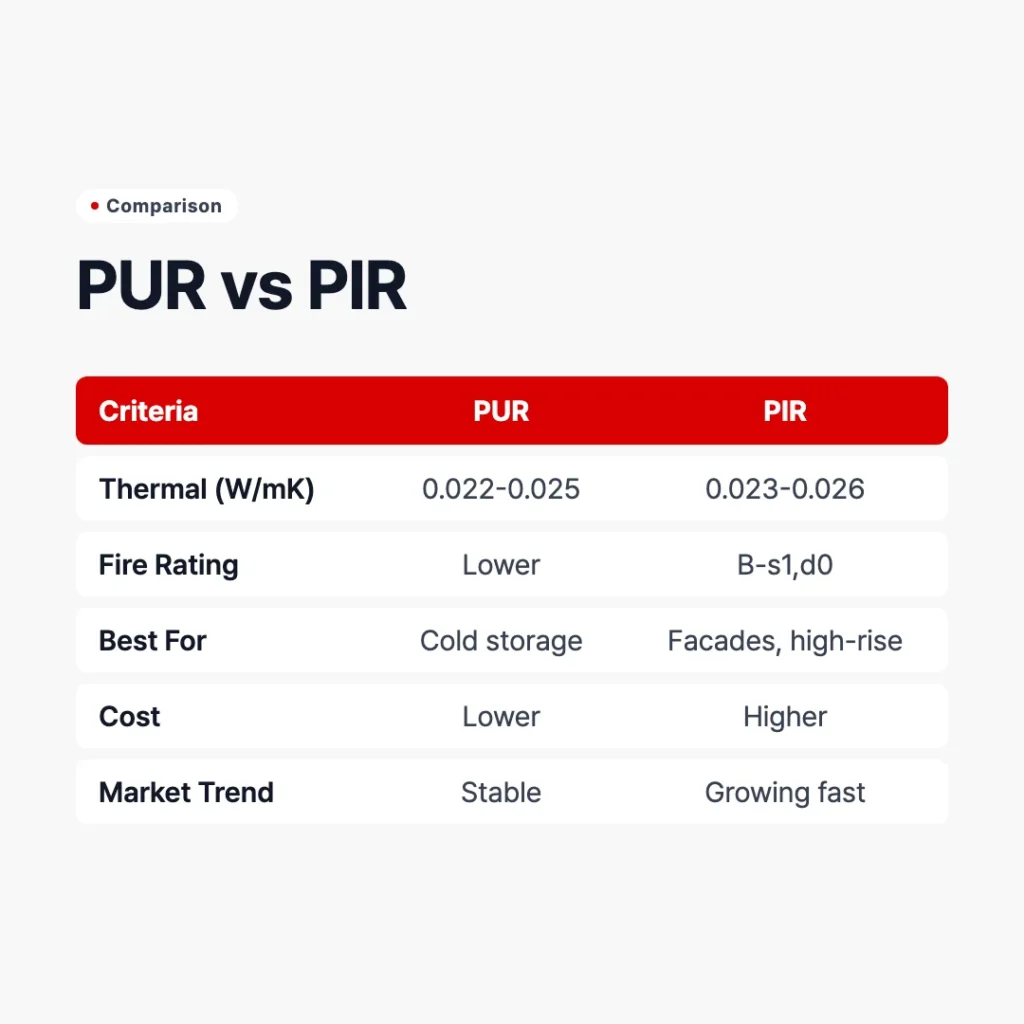
PU foam is a rigid cellular material produced by the reaction of polyol and isocyanate. Its thermal conductivity of 0.022 to 0.025 W/mK places it among the highest-performing insulation materials available. However, PU has a relatively low thermal decomposition temperature, which means it produces a higher volume of combustible gases during a fire.
PIR uses the same raw materials as PU but increases the isocyanate ratio to form isocyanurate ring structures. This trimer structure enables a char layer to form rapidly on the surface, suppressing flame spread. Thermal conductivity is similar to or slightly higher than PU, in the range of 0.023 to 0.026 W/mK, but PIR holds a clear advantage in fire performance.
In terms of applications, PU panels are well suited for cold storage facilities and environments where fire risk is low but extreme insulation is required. PIR panels are deployed in commercial building facades, roofing, and clean room partitions — projects subject to strict fire regulations. The trend of PIR replacing PU has become increasingly pronounced as fire safety standards tighten worldwide.
For details on continuous sandwich panel production line technology and benefits, refer to the dedicated article on that topic.
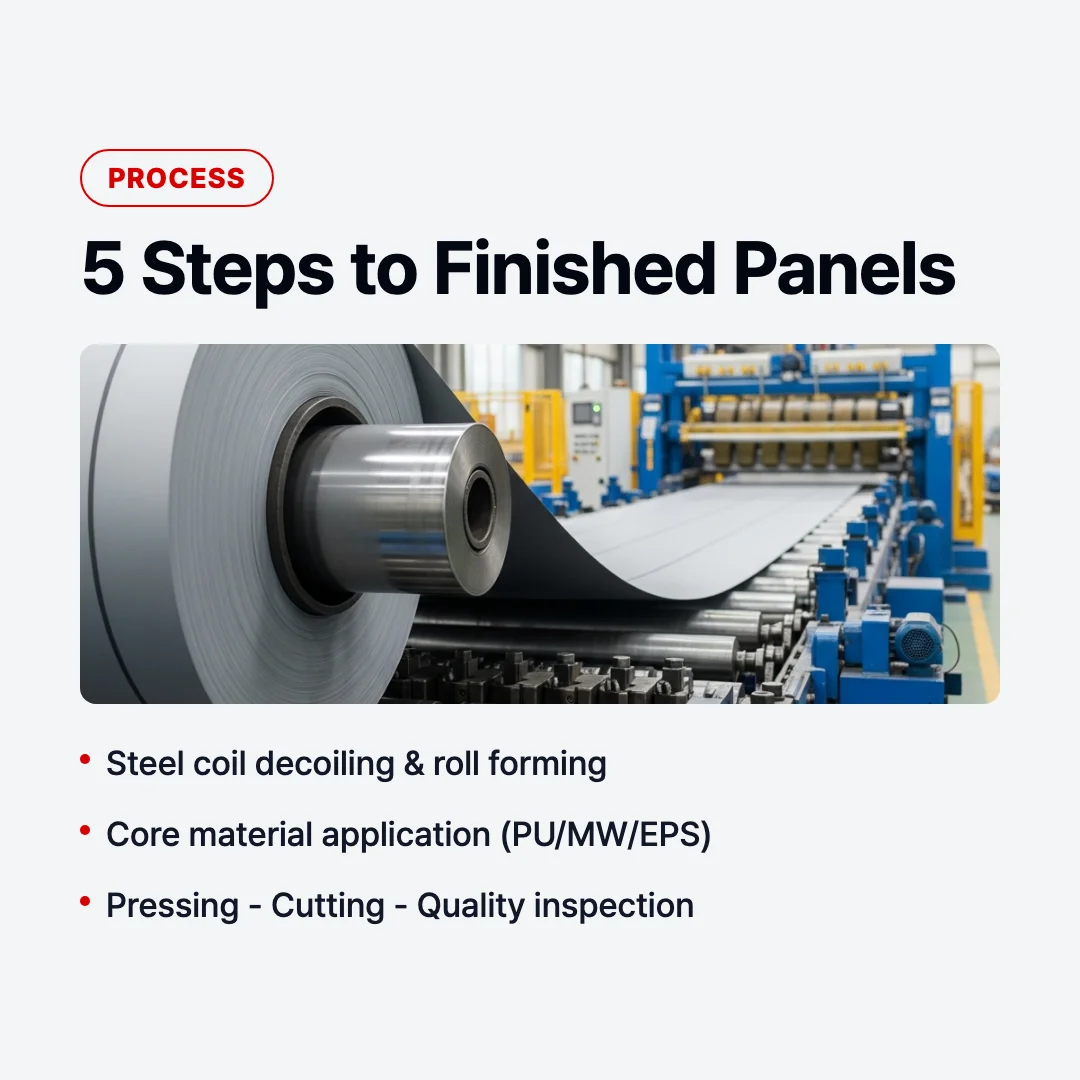
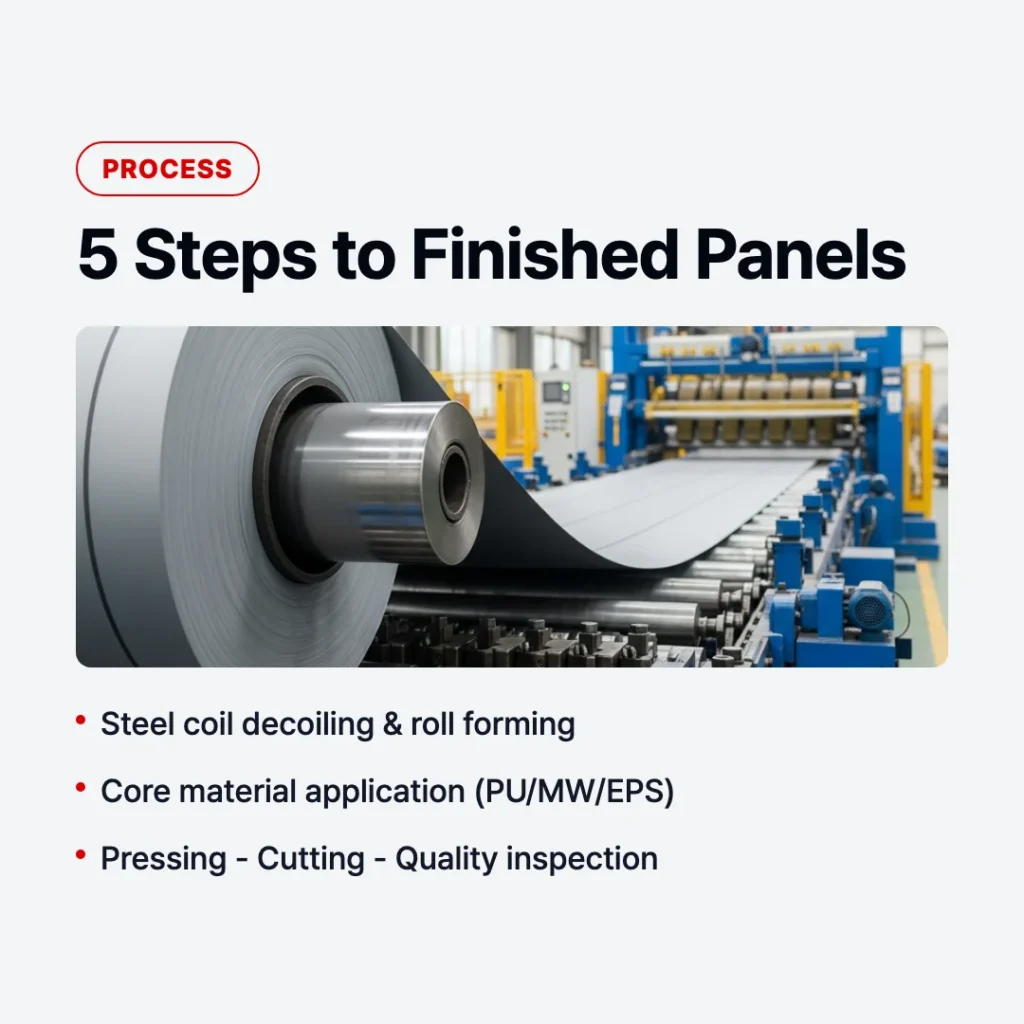
PU/PIR Panel Production Process — Foaming, Curing, Cutting, and Stacking
PU/PIR sandwich panel production is divided into four main stages.
The first stage is foaming. A high-pressure mixing head blends polyol and isocyanate at a precisely controlled ratio and injects the mixture between the upper and lower facings. For PIR production, the isocyanate index is raised to the 200 to 300 range to induce the trimer reaction. Catalyst type and dosage, along with raw material temperature, are the critical variables that determine cell structure uniformity.
The second stage is curing. A double-belt conveyor transports the panel while maintaining constant pressure and temperature. Within the heated zone of the belt system, the foam fully cures and adhesion to the facings is secured. Curing time is adjusted within a 4 to 12 minute range depending on line speed and panel thickness.
The third stage is cutting. Continuously produced panels are cut in motion using a flying saw system. Precision servo control maintains cutting squareness within 1 mm, and cut lengths are automatically switched according to values preset in the PLC.
The fourth stage is stacking. Cut panels pass through a turnover device and are aligned on an automatic stacker. Once stacking height and count are set, palletizing proceeds unattended, boosting downstream logistics efficiency.
Key Equipment — Foaming System, Double Belt, Cutting Machine, and PLC
Here is a breakdown of the critical equipment that determines production quality and throughput.
The foaming system consists of high-pressure metering pumps, mixing heads, raw material tanks, and temperature control units. Metering accuracy must be maintained within plus or minus 0.5%, and mixing head impingement pressure is typically in the 120 to 180 bar range. When switching to PIR, increased isocyanate line flow and catalyst changes are required, making multi-component metering systems advantageous.
The double-belt press features upper and lower steel belts that encase and transport the panel. Belt width is standardized at 1,000 to 1,250 mm to match the maximum panel width, and the length of the heating zone directly affects curing quality. Belt tension and flatness management are the primary factors controlling panel thickness variation.
The cutting machine is a flying saw type — the standard for continuous lines. Circular saw blades or band saws are used; for panels thicker than 200 mm, band saws produce superior cut surface quality. Servo drive-based synchronization enables cutting without stopping the line.
The PLC and HMI system serves as the brain of the entire line. It manages all process parameters including raw material ratios, line speed, curing temperature, and cut length. Recipe storage functionality is essential for rapid changeover between PU and PIR production or thickness adjustments.
Rising PIR Demand — Tightening Fire Safety Regulations
Fire safety regulations for buildings are being strengthened globally. Projects requiring B-s1,d0 or higher ratings under the European EN 13501-1 standard are increasing, and similar trends are emerging across the Middle East and Asia. In Korea, revisions to the Building Act Enforcement Decree have expanded the requirement for quasi-noncombustible or higher-grade core materials.
In this regulatory environment, PIR panels offer a practical solution. They can achieve higher fire ratings than PU at the same thickness, satisfying both design flexibility and cost efficiency. The share of PIR in the global sandwich panel market is growing year over year, with a significant portion of new line investments focused on PIR-capable equipment.
For a more in-depth look at materials, testing, and standards for fire-rated sandwich panel production, refer to the related article.
From a manufacturer’s investment perspective, a dual PU/PIR-capable line offers better long-term value than a PU-only line. It provides the flexibility to respond to shifting market demand while also improving profitability through higher-value PIR panel production.
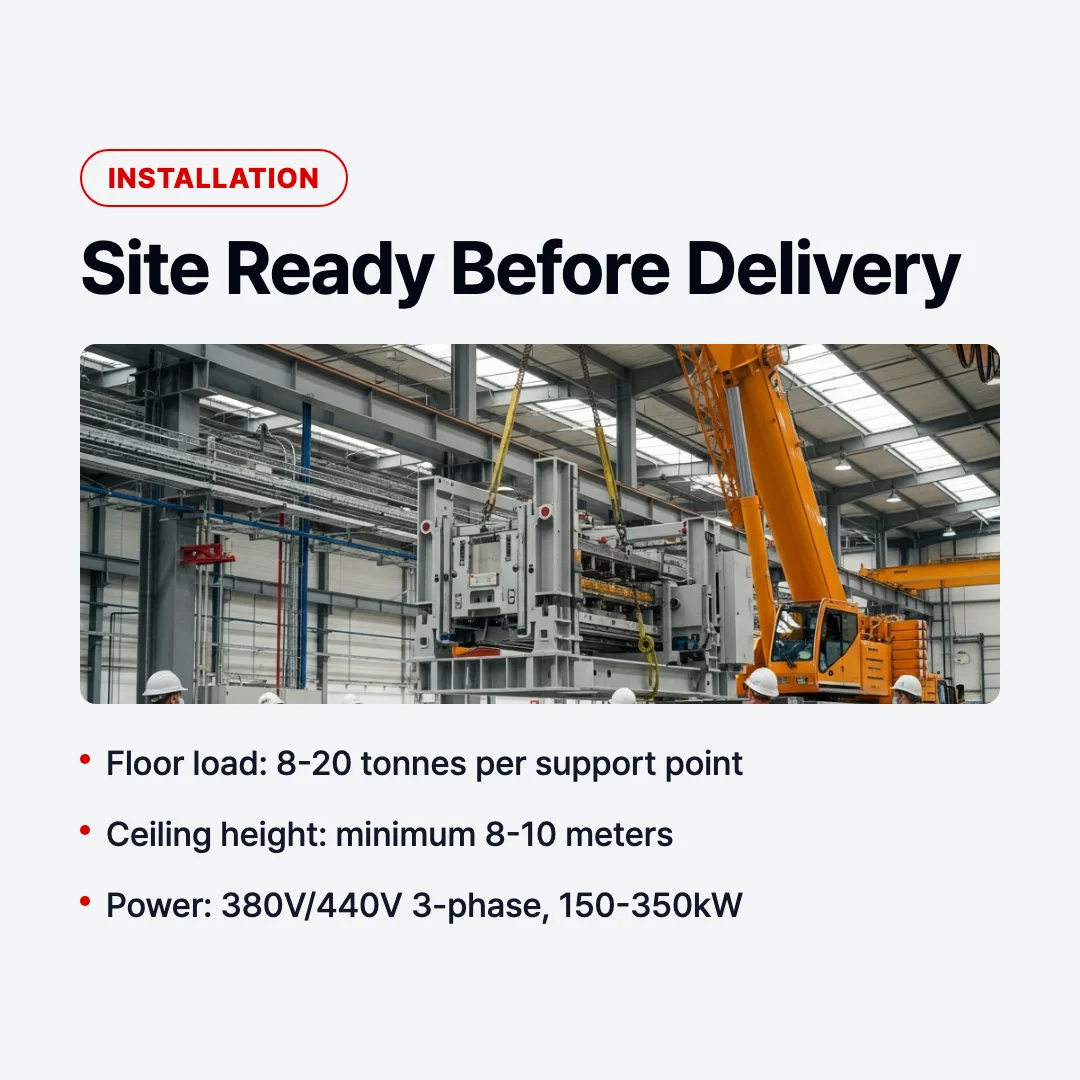
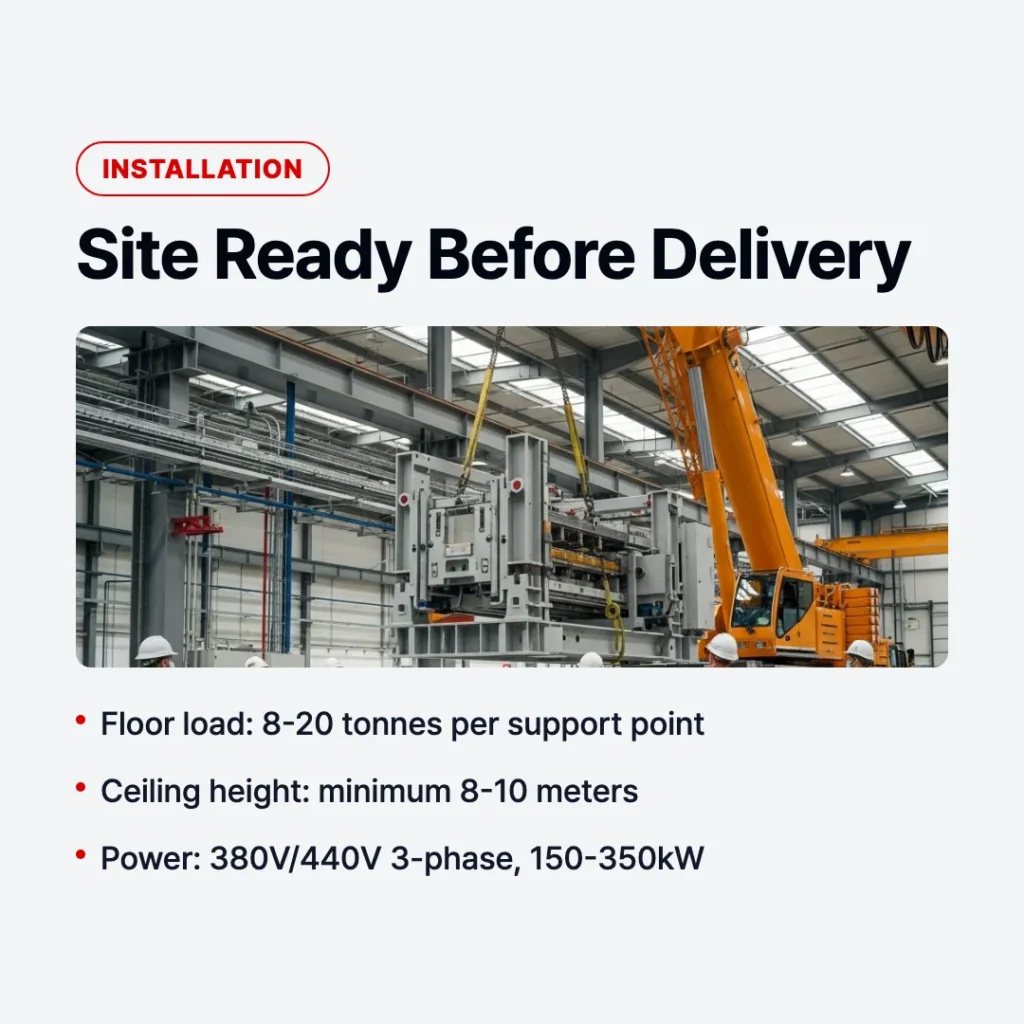
KINDUS PU/PIR Lines — Both Continuous and Discontinuous Options

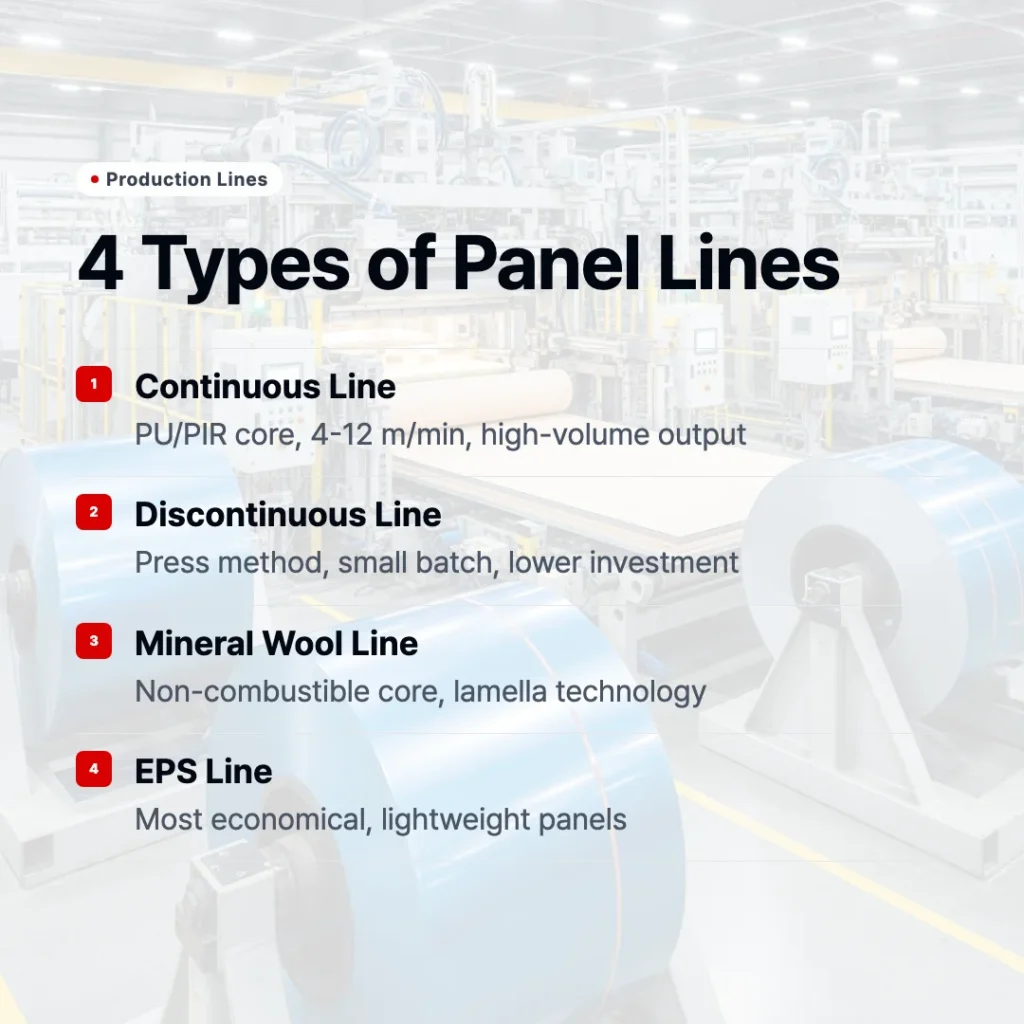
KINDUS supplies both continuous and discontinuous PU/PIR sandwich panel production lines.
The continuous line is configured for high-volume production. From coil unwinding through facing formation, foaming, curing, cutting, and stacking, the entire process runs as a single uninterrupted flow. Line speeds range from 4 to 12 m/min with panel thicknesses from 30 to 250 mm. Switching between PU and PIR is completed within 30 minutes through recipe changes alone. A high-pressure mixing head and multi-component metering system come standard, ensuring stable foam quality even at high PIR isocyanate ratios.
The discontinuous line is suited for multi-specification, small-batch production or specialty panels. The press-based method produces one panel at a time, allowing free thickness changes and accommodating curved panels or diverse facing combinations beyond standard metal-on-both-sides configurations. It also supports a phased expansion strategy — start with a smaller investment and add press units as demand grows.
KINDUS designs and manufactures all key components in-house for both line types: foaming systems, double belts (continuous), presses (discontinuous), cutting machines, and PLC/HMI systems. This ensures interface compatibility between equipment and provides consistent technical support from installation through commissioning and recipe optimization.
Frequently Asked Questions
Should I choose PU or PIR?
The decision depends on your project’s fire rating requirements. For cold storage facilities where fire risk is low and maximum insulation is the priority, PU is more cost-effective. For commercial building facades, high-rise structures, and public facilities requiring B-s1,d0 or quasi-noncombustible ratings, PIR is the appropriate choice. Considering the trend toward stricter regulations, securing a PIR-capable line is a prudent long-term strategy.
What fire rating can PIR panels achieve?
PIR core material itself can achieve ratings from B-s1,d0 to C-s2,d0 under EN 13501-1. The final rating depends on the facing material, bonding method, panel thickness, and joint details. Under Korean standards, quasi-noncombustible certification (total heat release of 8 MJ/m2 or less per KS F ISO 5660-1) is typical.
Can one line produce both PU and PIR?
Yes. The KINDUS continuous line comes standard with a multi-component high-pressure metering system, enabling PU/PIR switchover simply by adjusting the isocyanate index. Separate catalyst and additive lines minimize cleaning time during formulation changes. With the recipe storage function, repeated changeovers are completed within 30 minutes.