As the sandwich panel market expands, production efficiency has become a direct driver of business competitiveness. The continuous production line, in particular, has established itself as the standard equipment for global panel manufacturers because it achieves both high-volume output and consistent quality. This article examines the working principles, key advantages, and application areas of continuous sandwich panel production lines from a technical perspective.
What Is a Continuous Line — The Key Difference from Discontinuous Systems

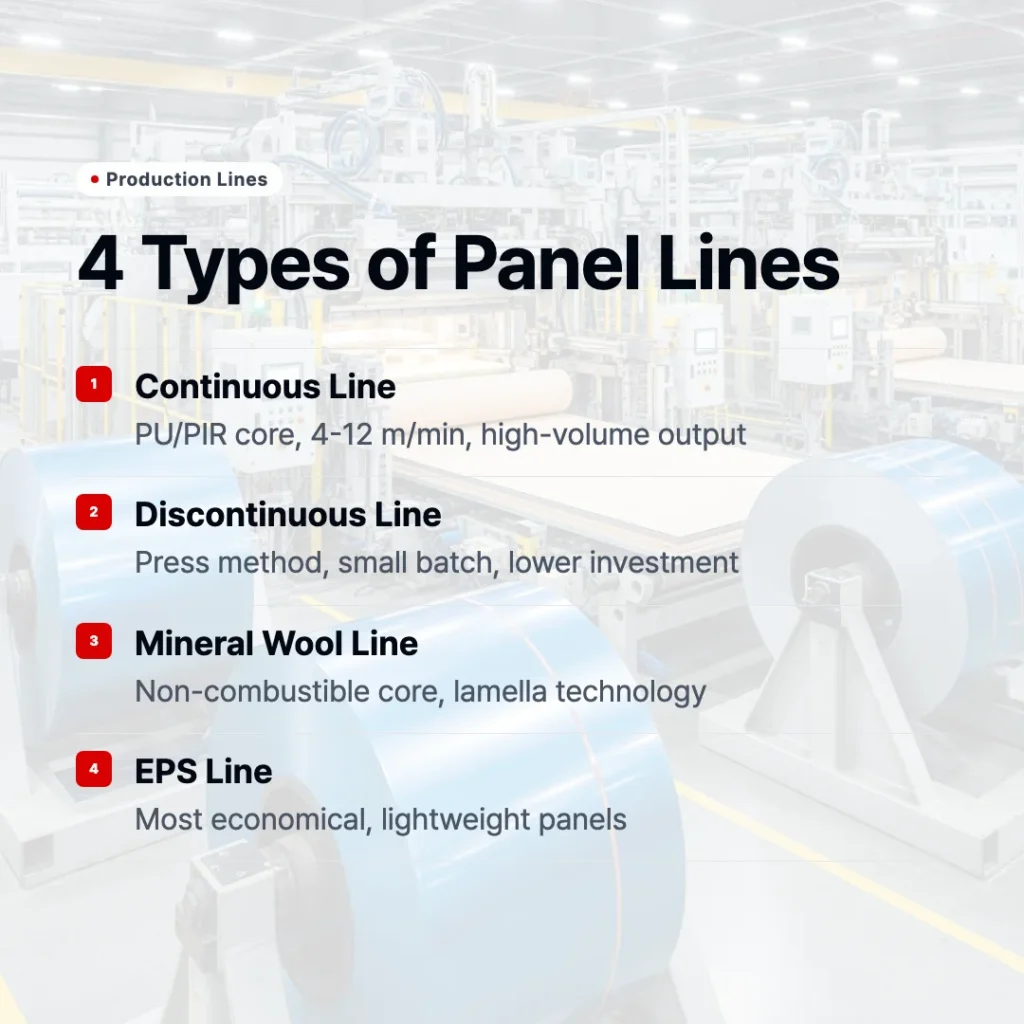
Sandwich panel production lines fall into two main categories: continuous and discontinuous. A discontinuous line uses a press method, forming one panel at a time. Metal facings and core material are placed in a mold, compressed and cured under hydraulic pressure, then removed — and the cycle repeats. A continuous line, by contrast, unwinds coiled metal facings while injecting core material between them and passing the assembly through a double-belt laminator to produce panels without interruption.
The fundamental difference lies in whether the process flow stops or keeps moving. A discontinuous line is limited to one panel per press cycle, which creates a physical ceiling on production speed. A continuous line operates on a roll-to-roll basis without stopping, resulting in significantly higher hourly output. Additionally, temperature variations can occur between press cycles on a discontinuous line, whereas a continuous line maintains a consistent speed and temperature profile, yielding more uniform products.
Sandwich Panel Production Line: Types, Technology & How to Choose
How It Works — From Coil Input to Finished Product
The continuous production process consists of five main stages.
Stage 1: Uncoiling and facing formation. Upper and lower steel coils are unwound from decoilers and passed through roll forming machines to shape them into the desired profile (corrugated, flat, etc.). Protective film application and primer coating occur simultaneously during this stage.
Stage 2: Preheating. The formed facings pass through a preheating zone to raise the surface temperature for better adhesion with the core material. Preheating temperature is controlled between 40 and 70 degrees Celsius depending on the core material type.
Stage 3: Core material injection. Core materials such as PU (polyurethane), PIR (polyisocyanurate), or mineral wool are introduced between the upper and lower facings. For foam-based cores, a high-pressure mixing head dispenses a precisely blended liquid mixture evenly onto the lower facing. For mineral wool, slabs are fed continuously.
Stage 4: Double-belt laminator (curing oven). This is the critical zone. Upper and lower steel belts maintain constant pressure and spacing while transporting the panel. Internal temperature is precisely controlled to complete the foaming and curing reaction. Laminator length ranges from 25 to 40 meters and is engineered based on line speed and panel thickness.
Stage 5: Cooling, cutting, and stacking. The cured panel passes through a cooling zone and is cut to the desired length by a flying saw. An automatic stacker then loads the finished panels.
The entire process is managed by an integrated PLC and SCADA system, with real-time monitoring of temperature, speed, and pressure data at every stage.
Advantages of Continuous Lines — Productivity, Quality Consistency, and Automation
First, productivity. Continuous lines can produce at speeds ranging from 4 to 15 meters per minute. Based on an 8-hour operating day, this translates to 2,000 to over 7,000 square meters of panels per day — three to five times the output of a discontinuous line.
Second, quality consistency. The continuous process maintains uniform temperature, pressure, and foam density throughout. Unlike press-based systems, where conditions can vary from batch to batch, this structural consistency ensures that panel thickness tolerances, bonding strength, and surface flatness remain uniform.
Third, automation. The entire process from coil input to finished product stacking is automated, minimizing labor requirements. A single continuous line typically requires only 3 to 5 operators to run. With lower labor dependency, quality variations during shift changes are also reduced.
Fourth, flexibility. Facing thickness, core thickness, and panel length can be changed without stopping the line. Thickness adjustments are made by modifying the laminator gap, and length changes are handled by reprogramming the cutting system — both can be done on the fly.
Application Areas and Panel Types — PU/PIR/Mineral Wool Compatibility
Continuous production lines produce a range of panels depending on the core material.
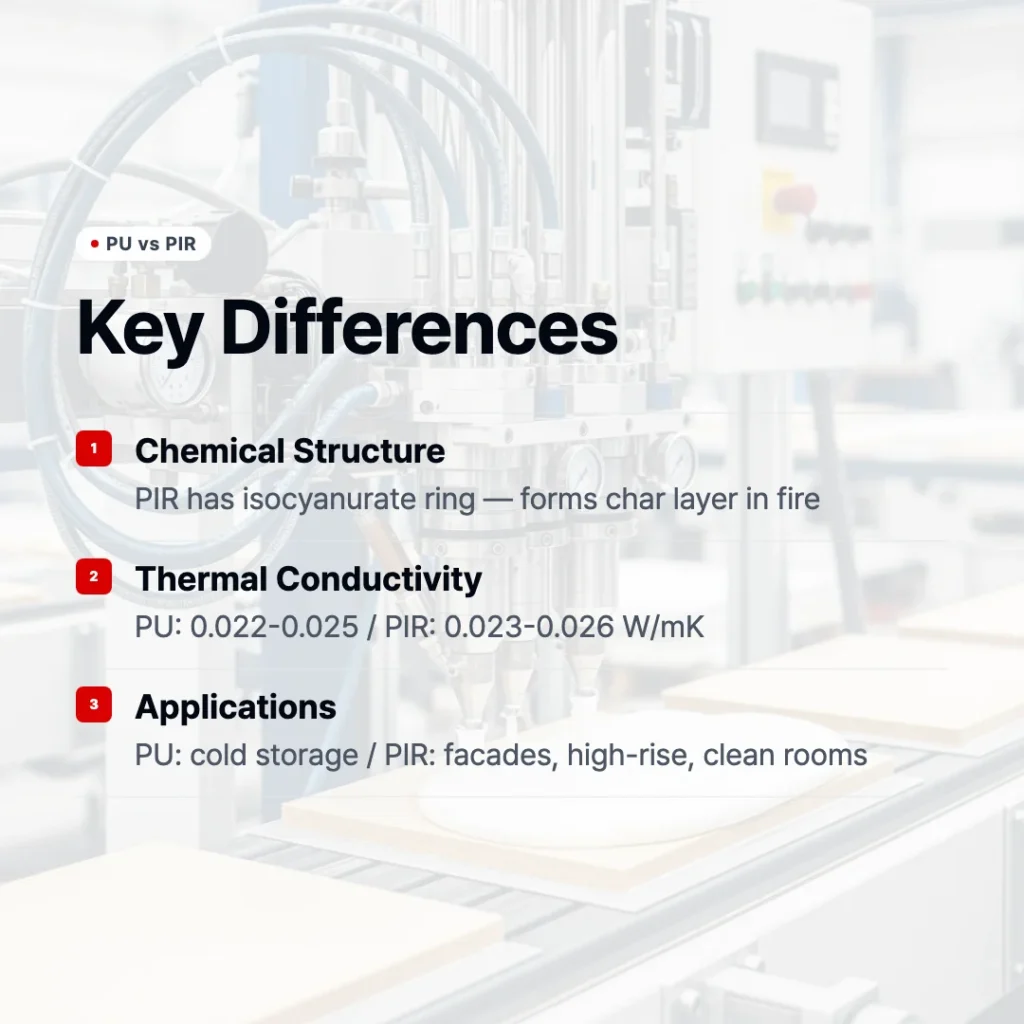
PU/PIR panels offer superior thermal insulation and are primarily used for cold storage facilities, clean rooms, and commercial building facades. On a continuous line, a high-pressure foaming system produces uniform foam with densities in the 38 to 45 kg/m3 range. PIR provides better fire performance than PU, and demand is rising in European and Middle Eastern markets.
Mineral wool panels (rock wool, a non-asbestos alternative) are specified for public buildings, factories, and fire compartments where non-combustible ratings are required. On a continuous line, mineral wool slabs are fed continuously while adhesive application and pressing occur simultaneously.
EPS (expanded polystyrene) panels are used for lightweight partitions and temporary structures. However, due to limitations in fire performance, their application scope is narrowing as the market shifts toward PU/PIR and mineral wool.
Facing options are equally versatile. Color-coated steel, stainless steel, aluminum, and FRP can all be used, and it is possible to combine different facing materials for the upper and lower surfaces.
KINDUS Continuous Line — First Domestically Developed in Korea, Global Track Record
KINDUS was the first company in Korea to domestically develop a continuous sandwich panel production line. In a market previously dependent on European equipment, KINDUS established the capability to handle everything from design and manufacturing to installation and commissioning in-house.
Key technical features of the KINDUS continuous line include the following. The double-belt laminator is designed in-house, with precise control over belt tension and temperature distribution. The high-pressure mixing head adjusts PU/PIR raw material mixing ratios to 0.1% accuracy, ensuring foam uniformity. The integrated PLC control system performs real-time speed synchronization and anomaly detection across the entire line.
Delivery records extend beyond Korea to Southeast Asia, the Middle East, Central Asia, and Africa. Line customization is provided to suit each region’s climate conditions and building codes, with remote monitoring and maintenance services available after installation.
For companies considering a production line investment, the evaluation should go beyond simple price comparison to encompass the manufacturer’s integrated design capability, after-sales service infrastructure, and reference track record. KINDUS offers all three as a partner, providing technical consulting from the earliest stages of a project.
Frequently Asked Questions
Is a continuous line always better than a discontinuous line?
When high-volume production and quality consistency are priorities, a continuous line has clear advantages. Hourly output is 3 to 5 times higher, and batch-to-batch quality variation is structurally eliminated. However, for small-batch, multi-specification production or specialty-shaped panels, a discontinuous line may be more appropriate. The choice should be based on your target output and product specifications.
What is the hourly production capacity?
It varies by line speed and panel width, but a typical continuous line produces 250 to 900 square meters of panels per hour. At a width of 1,200 mm and a line speed of 6 meters per minute, the hourly output is approximately 430 square meters.
What core materials can be produced?
A single continuous line can produce PU, PIR, and mineral wool panels. This is achieved by switching or converting the core material supply section. KINDUS lines are designed to minimize downtime during material changeovers.